

Шланг пневматический 19 мм
Когда слышишь ?шланг пневматический 19 мм?, первое, что приходит в голову — это сечение, пропускная способность, давление. Но в реальной работе на стройке или в цеху с этим размером связано столько нюансов, о которых в каталогах часто умалчивают. Многие думают, что взял шланг на 19 мм — и все задачи решены, но это как раз та ошибка, из-за которой оборудование работает на износ, а соединения постоянно ?сифонить? начинают.
О чем молчат цифры: внутренний диаметр и рабочее давление
Вот, например, берешь в руки шланг пневматический 19 мм — казалось бы, все просто. Но если измерить штангенциркулем, часто оказывается, что реальный внутренний диаметр колеблется от 18.5 до 19.5 мм, в зависимости от производителя и материала. Для пневмоинструмента вроде отбойных молотков или пескоструек это критично: даже полмиллиметра ?просадки? по диаметру может снизить эффективную подачу воздуха на 10-15%. Проверял лично на компрессоре Atlas Copco — при работе с гайковертом на длине шланга в 30 метров падение давления было заметным именно с теми образцами, где заявленный размер не соответствовал фактическому.
А давление… Многие смотрят только на цифру PN (номинальное давление), скажем, 10 бар. Но в импульсных режимах, когда инструмент резко запускается и останавливается, возникают кратковременные пики до 15-16 бар. Если армирование шланга слабое или резина неэластичная, в местах перегибов или у фитингов появляются вздутия. У нас на объекте как-то партия ?эконом?-шлангов на 19 мм не проработала и месяца — именно из-за этого. Пришлось срочно искать замену.
Кстати, о фитингах. Под шланг пневматический 19 мм часто рекомендуют быстросъемные соединения на 1/2 дюйма. Но здесь есть подвох: если резьба на штуцере неглубокая или уплотнительное кольцо жесткое, при вибрации соединение расшатывается. Лучше брать фитинги с конусной посадкой и латунными втулками — они хоть и дороже, но не ?выстреливают? в самый неподходящий момент. Проверено на дробильных установках — там вибрация постоянная.
Материалы: резина, ПВХ или термоэластопласт?
Раньше считал, что для пневматики годится любая маслостойкая резина. Пока не столкнулся с растрескиванием шлангов на морозе при -25°C. Оказалось, что обычная резина на основе синтетического каучука дубеет, теряет гибкость, и при перемотке появляются микротрещины. Сейчас предпочитаю материалы с морозостойкостью до -40°C — они, как правило, имеют маркировку ?Arctic? или ?Winter?. Особенно это важно для северных строек, где техника работает круглый год.
ПВХ-шланги легче и дешевле, но у них есть большой минус — память формы. Если шланг пневматический долго лежал на барабане в смотанном состоянии, он потом сохраняет кольцевую деформацию, что мешает равномерной подаче воздуха. Резиновые такого эффекта почти не дают, особенно если в составе есть натуральный каучук. Но и тут надо смотреть на производителя: некоторые добавляют слишком много сажи в состав для удешевления, от чего шланг становится жестким и плохо гнется в холод.
Из интересных вариантов — термоэластопласты (ТЭП). Они не так распространены, но по опыту работы с линиями покраски в цеху показали себя хорошо: не боятся масляных паров, легко моются, не оставляют следов на бетоне. Правда, с креплением надо аккуратнее — зажимные хомуты должны быть с широкой площадкой, иначе при давлении выше 12 бар шланг может выскочить. Один раз такое было при испытаниях, хорошо, что никого рядом не стояло.
Армирование: текстиль, стальная спираль или комбинированная оплетка
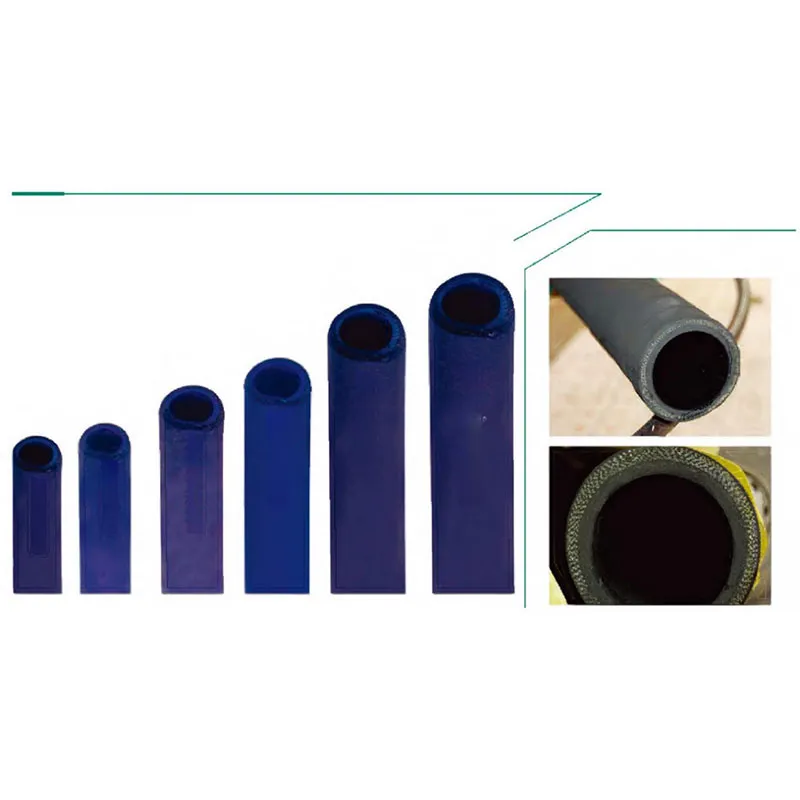
Для шланга пневматического 19 мм чаще всего используют текстильную оплетку в один или два слоя. Этого достаточно для большинства задач — скажем, для подключения шлифмашин или дрелей. Но если речь идет о работе с поршневыми компрессорами, где есть пульсация, лучше искать варианты с синтетической нитью высокой плотности или с добавлением стальной нити. Последние, конечно, тяжелее, но зато не растягиваются со временем.
Стальная спираль — это уже для тяжелых условий. Например, когда шланг постоянно волочится по бетону или есть риск переезда техникой. Но и тут есть нюанс: если спираль не заделана в резину, а просто наложена сверху, со временем она начинает ?играть? и протирает верхний слой. Идеально, когда между оплеткой и внутренним слоем есть промежуточный клейкий слой — это видно на срезе. Кстати, у компании ООО ?Хэншуй Синьтао Технологии по производству резиновых изделий? в ассортименте есть как раз такие модели с комбинированным армированием, которые они поставляют для промышленного и гражданского строительства. На их сайте https://www.xintao.ru можно посмотреть технические детали — у них акцент на инженерные резинотехнические изделия, так что к пневмошлангам подход соответствующий.
Проверял как-то шланг со стальной оплеткой на буровой установке — давление до 15 бар, постоянные перемещения. Проработал два сезона без нареканий, только фитинги пришлось раз в полгода подтягивать. А вот с чисто текстильным в аналогичных условиях уже через три месяца появилось вздутие в месте частого перегиба у входа в компрессор.
Соединения и фитинги: где чаще всего возникают проблемы
Самое слабое место в любой пневмосистеме — это стыки. Для шланга 19 мм часто используют латунные или оцинкованные фитинги с резьбой BSP. Латунь, конечно, дороже, но она не ?прикипает? к штуцерам после долгой работы, да и коррозии меньше подвержена. На химических производствах или в условиях высокой влажности это критично. Оцинкованные же через год-два начинают ржаветь в местах сколов, особенно если шланг часто перекладывают.
Еще один момент — угол соединения. Прямые штуцеры хороши, когда шланг идет без изгибов. Но на практике чаще нужны угловые фитинги на 90 или 45 градусов, чтобы избежать перегиба. Здесь важно, чтобы внутренний канал фитинга был гладким, без ступенек — иначе турбулентность воздуха возрастает, падает КПД. Как-то раз ставил дешевые угловые соединения на пескоструйный аппарат — так производительность упала почти на треть, пока не поменял на фитинги с плавным переходом.
И про быстросъемы. Их удобно использовать, но если брать несертифицированные, могут быть утечки. Лучшие из тех, что встречал, имеют двойное уплотнение и фиксатор с четким щелчком. Особенно это важно для мобильных бригад, которые постоянно переподключают инструмент. Кстати, на том же https://www.xintao.ru в разделе комплектующих есть подобные решения — они как раз ориентированы на надежность в условиях стройки.
Практические случаи и что из них вынес
Был у нас проект по монтажу вентилируемых фасадов — там использовались пневмодрели и шуруповерты, подключенные через шланг пневматический 19 мм длиной 50 метров. Изначально взяли шланг с тонкой стенкой, чтобы легче было таскать по лесам. Но оказалось, что при такой длине и тонкой стенке давление на конце линии падало с 6 до 4 бар, инструмент ?не тянул?. Пришлось менять на шланг с более толстым внутренним слоем и усиленной оплеткой — проблема ушла, но вес, конечно, увеличился. Пришлось продумывать систему подвесов.
Другой случай — в автосервисе, для покрасочной камеры. Там важен чистый воздух без масел и частиц. Поставили шланг с внутренним слоем из термоэластопласта, но забыли про антистатические свойства. В результате — накопление статики, притяжение пыли. Перешли на специализированный вариант с токопроводящей прослойкой, хотя он и дороже. Вывод: для каждого применения есть свои тонкости, и 19 мм — это лишь отправная точка для выбора.
Если обобщать, то при подборе шланга пневматического 19 мм сейчас всегда смотрю на три вещи: реальный внутренний диаметр (меряю сам), маркировку по температуре и маслостойкости, и качество армирования на срезе. И всегда держу в уме, что даже хороший шланг может не отработать свой срок, если фитинги или условия эксплуатации ему не соответствуют. Как говорится, мелочей в пневматике не бывает — каждая деталь влияет на результат. И компании, которые это понимают, как та же ООО ?Хэншуй Синьтао Технологии по производству резиновых изделий?, часто предлагают более продуманные решения, потому что сами заточены на инженерные задачи в строительстве.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
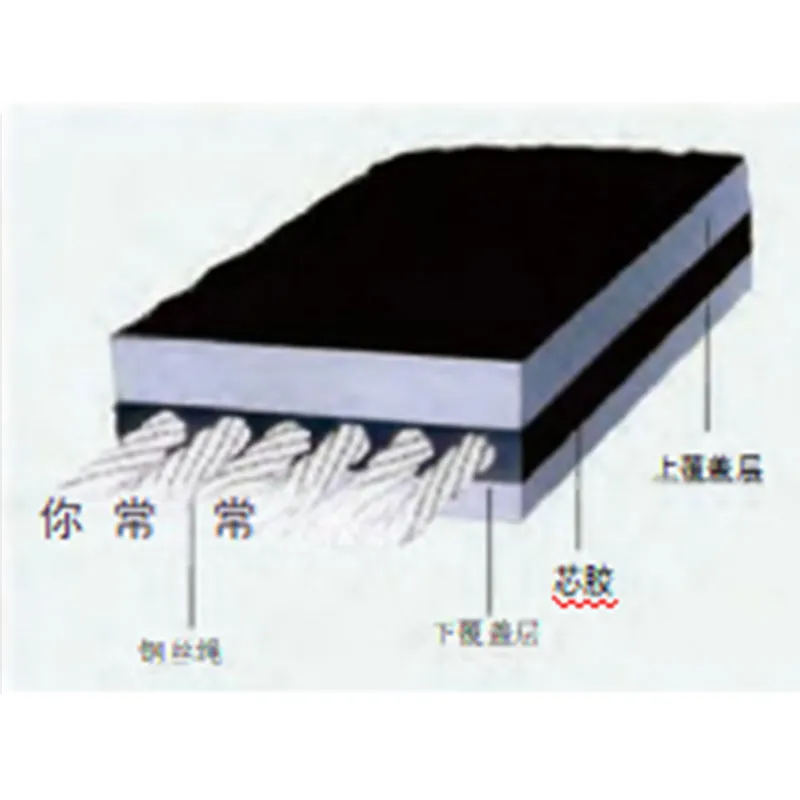
 Конвейерная лента кислотостойкая и щелочностойкая
Конвейерная лента кислотостойкая и щелочностойкая -
 GPZ дорожная чашечный резиновая опора
GPZ дорожная чашечный резиновая опора -
 Тканеармированный резиновый шланг
Тканеармированный резиновый шланг -
 Резиновый шланг высокого давления с стальной плетёной навивкой
Резиновый шланг высокого давления с стальной плетёной навивкой -
 Конвейерная лента высокотемпературостойкая
Конвейерная лента высокотемпературостойкая -
 Конвейерная лента на полиэфирно-полипропиленовой основе (EP)
Конвейерная лента на полиэфирно-полипропиленовой основе (EP) -
 Сверхвысоконапорная гибкая линия для гидроразрыва пласта на нефтяных месторождениях
Сверхвысоконапорная гибкая линия для гидроразрыва пласта на нефтяных месторождениях -
 Морской высоконапорный нефтепроводный резиновый шланг
Морской высоконапорный нефтепроводный резиновый шланг -
 Деформационный шов
Деформационный шов -
 Резиновый шланг низкого давления
Резиновый шланг низкого давления -
 Конвейерная лента с стальной канатной навивкой
Конвейерная лента с стальной канатной навивкой -
 Компрессорный, водопроводный и износостойкий резиновый шланг
Компрессорный, водопроводный и износостойкий резиновый шланг



