

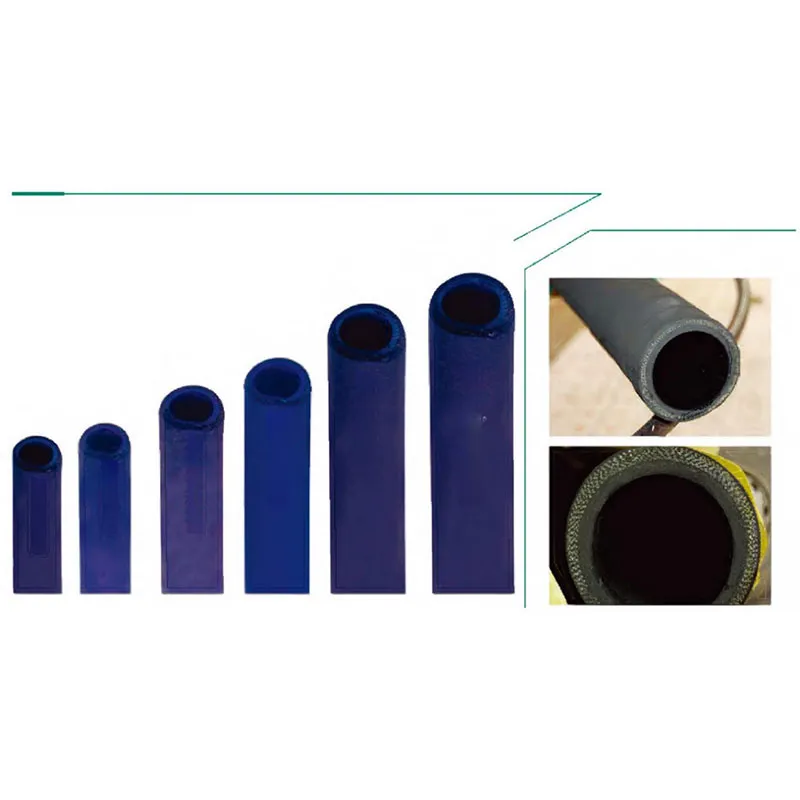
Шланг пневматический 16 мм
Когда слышишь ?шланг пневматический 16 мм?, многие сразу думают — ну, дюйм с четвертью, обычная штука для компрессора, что тут сложного. А вот и нет. Самый частый прокол — брать первый попавшийся, глядя только на диаметр и цену. Потом удивляешься, почему на морозе он дубеет и трескается, или почему фитинги с него постоянно слетают при скачках давления. 16 мм — это ведь не только про внутренний проход, это про толщину стенки, материал, оплетку, рабочее давление и, что часто забывают, про совместимость с конкретным инструментом и условиями. У нас на стройке или в цеху это не расходник, а элемент системы. От его надежности зависит простои, а они дороже любого шланга.
Почему именно 16 мм? Диаметр как компромисс
Этот размер — не случайность. Для большинства переносного пневмоинструмента — отбойных молотков, гайковертов, краскораспылителей — он оптимален. Меньший диаметр, скажем, 10 мм, будет создавать излишние потери давления на длинных трассах, инструмент недополучит воздуха, будет ?задыхаться?. Больший, 19 мм или 25 мм, — это уже для стационарных линий, он тяжелее, менее гибкий, дороже, да и для ручного инструмента это просто избыточно. 16 мм — это баланс между производительностью подачи и удобством работы.
Но вот нюанс, который приходит только с опытом: заявленные 16 мм у разных производителей — это зачастую разные фактические размеры. Бывает, что внутренний диаметр (ВД) ?плавает? от 15.5 до 16.5 мм. Казалось бы, мелочь. Но если у тебя быстросъемные соединения (БРС) под четкий стандарт, то с таким шлангом будут либо протечки, либо его будет нереально натянуть. Я как-то купил партию, где ВД был в нижнем пределе, так пришлось все БРС менять — муфты просто не держали. Теперь всегда прошу образец, чтобы проверить калибром.
Еще момент — оплетка. Для 16 мм обычно идет текстильная или синтетическая. Текстильная дешевле, но на абразивных поверхностях (бетон, металлоконструкции) протирается быстрее. Синтетическая, особенно из полиэстера, куда устойчивее к истиранию. Но и тут есть подвох: важно, как эта оплетка впаяна в стенку шланга. Если адгезия слабая, при постоянных изгибах она начинает ?ездить?, а потом и вовсе отслаивается. Проверяется просто — сделай резкий перегиб образца и посмотри на поведение оплетки.
Материал: от резиновой классики до полиуретановых новшеств
Традиционно — маслобензостойкая резина. Это проверенный материал, эластичный, хорошо держит форму. Но у него два врага: ультрафилет и сильный мороз. На открытом складе такой шланг за сезон может покрыться мелкими трещинами, а на морозе -20°C и ниже он теряет гибкость, становится ?дубовым?. Если работы сезонные, на улице — это может быть проблемой.
Сейчас много говорят про полиуретан (ПУ). Легче, гибче, часто имеет лучшую стойкость к истиранию и некоторым химикатам. Но! Его стойкость к маслам и смазкам, которые неизбежны в пневмосистеме, нужно проверять по спецификации. Не каждый ПУ-шланг для этого подходит. И еще один практический минус — память формы. Полиуретановый шланг, долго лежавший в бухте, будет стараться свернуться в кольца, что иногда мешает на объекте. Резиновый в этом плане ?послушнее?.
Лично я для тяжелых условий, особенно где есть риск перетирания или контакт с ГСМ, все же склоняюсь к качественным резиновым шлангам с усиленной оплеткой. Например, у производителя ООО ?Хэншуй Синьтао Технологии по производству резиновых изделий? в ассортименте есть линейки именно для промышленного и гражданского строительства. Судить могу по образцам, которые тестировали — резина плотная, оплетка лежит ровно, соединения с фитингами не ?пляшут?. Это важно, когда шланг работает не в идеальных условиях, а валяется в пыли и мусоре на стройплощадке. Их сайт (https://www.xintao.ru) полезно изучить именно с точки зрения технических данных по давлению и температурному режиму — информация подана без лишней воды.
Фитинги и соединения: где чаще всего ?льет?
Самое слабое место любого пневматического шланга — не сам рукав, а места его соединения с фитингами. Концевики могут быть обжимными или винтовыми. Обжимные дешевле и быстрее в производстве, но если обжим выполнен некачественно или неравномерно — это будущая протечка. Винтовые (зажимные) надежнее, их, в крайнем случае, можно подтянуть на месте, но они тяжелее и дороже.
Ошибка, которую я сам допускал в начале: пытался сэкономить, докупая дешевые фитинги отдельно от шланга. В итоге — несовпадение по углу конуса или материалу уплотнителя. Воздух нашел себе путь. Теперь беру только готовые комплекты от одного производителя или тщательно сверяю стандарты. Китайский фитинг на европейский шланг — почти всегда лотерея с печальным исходом.
И про быстросъемы. Для 16 мм шланга важно, чтобы БРС был рассчитан на соответствующий поток. Слишком маленький проход в соединении сводит на нет все преимущества диаметра шланга. Всегда смотрю на паспортный расход воздуха (CFM или л/мин) у БРС. Если он ниже, чем может пропустить шланг и выдает инструмент — смысла в таком узком месте нет.
Давление и запас прочности: почему ?впритык? — плохая идея
На бирке часто пишут: рабочее давление 10 бар, испытательное 15. И многие думают: ?У меня в сети 8 бар, значит, пройдет?. Теоретически — да. Но на практике в пневмосистеме бывают гидроудары, скачки при включении/выключении мощного оборудования. Если шланг работает на пределе своего номинала, эти скачки быстро приведут к усталости материала и разрыву. Особенно в местах изгиба.
Поэтому мое правило — запас минимум в полтора раза. Для сети в 10 бар ищу шланг с рабочим давлением от 15 бар. Да, он дороже и может быть немного менее гибким из-за более толстой стенки. Но он проживет в разы дольше. Однажды поставили на временную линию шланг ?по цифрам?, вроде бы подходящий. Через три месяца на одном из изгибов, где он терся о балку, появилось вздутие, а потом и небольшая трещина. Хорошо, что заметили до разрыва. С тех пор запас прочности — не обсуждается.
Этот подход совпадает с философией серьезных производителей, которые ориентируются на промышленное применение. Та же компания ООО ?Хэншуй Синьтао?, позиционирующая себя как производитель инженерных резинотехнических изделий для строительства, в спецификациях сразу дает четкие данные по испытательному и разрушающему давлению. Для профессионала это прямой сигнал, что продукт рассчитан на нагрузки с запасом, а не просто собран под минимальную цену.
Из личного опыта: случай с бетонными работами зимой
Хочу привести пример, где все нюансы сошлись воедино. Работы по продувке опалубки и оборудования зимой, температура около -15°C. Использовался старый резиновый шланг 16 мм, в целом неплохой, но уже с историей. Проблемы начались с фитингов — на морозе резиновые уплотнения в БРС потеряли эластичность, начал подтравливать воздух. Сам шланг стал менее гибким, его было тяжело разматывать и таскать.
После этого случая для зимних задач мы перешли на специальные морозостойкие шланги (температурный режим до -40°C), пусть и дороже. И обязательно с фитингами, где уплотнения из специальной резины или тефлона. Экономия на ?обычном? шланге обернулась потерями времени на постоянные подтяжки соединений и риском отказа системы в самый неподходящий момент.
Вывод простой: пневматический шланг 16 мм — это не универсальная деталь. Его выбор — это ответ на конкретные вопросы: какое давление в сети? Какая температура окружающей среды? Какой инструмент будет питаться? Есть ли контакт с маслами или абразивами? Игнорируя эти вопросы, получаешь не помощника, а постоянную головную боль. Сейчас рынок предлагает много вариантов, в том числе от таких специализированных производителей, как ООО ?Хэншуй Синьтао Технологии по производству резиновых изделий?. Их продукция, судя по техническим картам, как раз заточена под решение таких прикладных промышленных задач, где надежность важнее сиюминутной дешевизны. Главное — не лениться изучать эти карты и требовать образцы для теста в своих условиях. Только так найдешь тот самый ?свой? шланг, который не подведет.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Сверхвысоконапорная гибкая линия для гидроразрыва пласта на нефтяных месторождениях
Сверхвысоконапорная гибкая линия для гидроразрыва пласта на нефтяных месторождениях -
 Высокопрочная конвейерная лента с цельным сердечником
Высокопрочная конвейерная лента с цельным сердечником -
 Грязеотсасывающий и откачивающий резиновый шланг
Грязеотсасывающий и откачивающий резиновый шланг -
 Компрессорный, водопроводный и износостойкий резиновый шланг
Компрессорный, водопроводный и износостойкий резиновый шланг -
 Тканеармированный резиновый шланг
Тканеармированный резиновый шланг -
 Плиточных резиновых опорных узлов
Плиточных резиновых опорных узлов -
 Берцовый резиновый шланг с стальной навивкой
Берцовый резиновый шланг с стальной навивкой -
 Конвейерная лента на полиэфирно-полипропиленовой основе (EP)
Конвейерная лента на полиэфирно-полипропиленовой основе (EP) -
 Серия металлических шлангов
Серия металлических шлангов -
 Конвейерная лента высокотемпературостойкая
Конвейерная лента высокотемпературостойкая -
 Конвейерная лента на нейлоновой основе (NN)
Конвейерная лента на нейлоновой основе (NN) -
 Сферическая опора
Сферическая опора



