

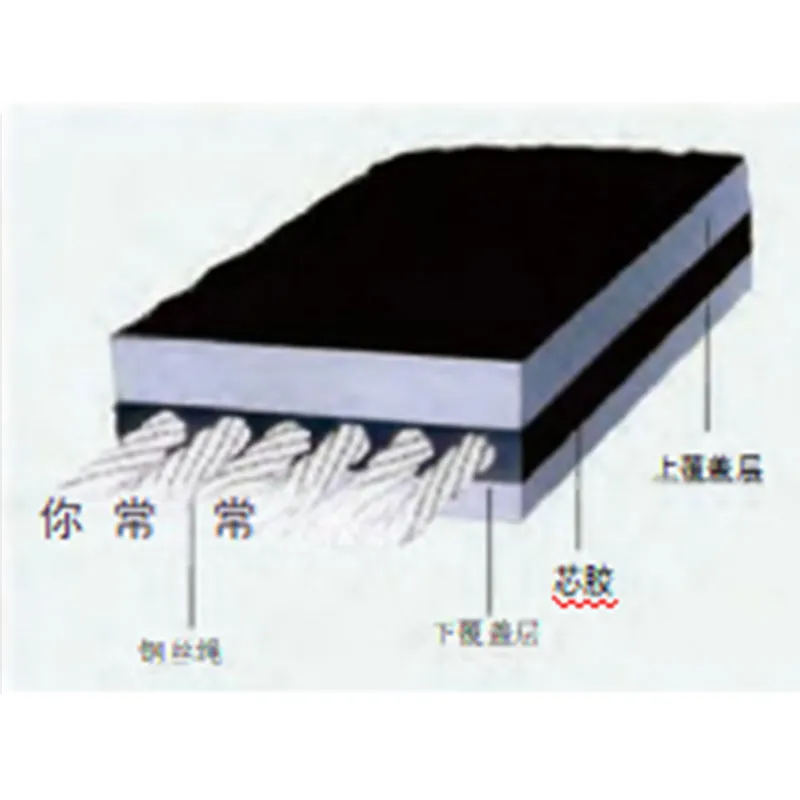
Тканевые конвейерные ленты
Когда говорят про тканевые конвейерные ленты, многие сразу думают о прочности на разрыв или цене. Но в реальности, на объекте, всё упирается в детали, которые в каталогах часто мельком упоминают. Вот, например, как ведёт себя каркас из полиэстера и полиамида после полугода перегрузки на 15% — это не цифра из теста, а конкретный износ на стыковочных участках, который мы наблюдали на стройке в Казани. Или адгезия между слоями ткани при постоянном контакте с влажным щебнем — тут уже никакой ГОСТ не предскажет, как поведёт себя конкретная резиновая обкладка через три месяца. Именно такие моменты и определяют, будет ли лента работать или станет головной болью.
Каркас: не только прочность, но и ?поведение?
Основное заблуждение — считать, что чем выше цифра разрывной прочности, тем лучше. Конечно, параметр важен, но если ткань слишком жёсткая, на коротких конвейерах с малыми барабанами начинаются проблемы с траекторией. У нас был случай с поставкой для бетонного узла, где заказчик настоял на ленте с усиленным каркасом EP500. А приводной барабан был всего 400 мм в диаметре. Через две недели пошли продольные трещины на рабочей стороне — не из-за износа, а из-за чрезмерной жёсткости на изгиб. Пришлось срочно искать вариант с более гибкой основой, хотя по паспорту прочность была ниже.
Здесь стоит отметить, что некоторые производители, вроде ООО ?Хэншуй Синьтао Технологии по производству резиновых изделий?, в своей практике часто акцентируют внимание именно на подборе каркаса под динамику конкретного оборудования. На их сайте https://www.xintao.ru в описаниях продукции видно понимание, что для гражданского строительства, где установки часто перемещаются, нужен иной подход к гибкости, чем для стационарного горного конвейера.
Поэтому сейчас при подборе всегда смотрю не только на маркировку EP или NN, но и на рекомендации по минимальному диаметру барабана, и на тип переплетения нитей. Мелкоузорчатое переплетение, например, лучше гасит локальные ударные нагрузки от падения крупного камня, хоть и может немного проигрывать в общем ресурсе на абразиве.
Резиновые обкладки: история с толщиной и составом
С обкладками тоже не всё однозначно. Стандартно все требуют толстую верхнюю обкладку для износостойкости. Но на погрузочно-разгрузочных пунктах, где лента постоянно проходит через скребковые очистители, износ идёт не равномерно, а локально — по краям и в зоне контакта скребка. Увеличение толщины здесь иногда даже вредит: толстая обкладка сильнее греется от трения о скребок, резина теряет эластичность и начинает выкрашиваться кусками.
Опытным путём пришли к тому, что для таких условий иногда рациональнее использовать обкладку средней толщины, но с повышенной эластичностью и маслостойкостью (часто в среде есть масляная взвесь). Причём важна именно стойкость к истиранию при переменных температурах, а не стандартный показатель по DIN. Один из удачных вариантов находили в номенклатуре у производителей, которые работают с инженерными резинотехническими изделиями для комплексных задач. Как раз в ассортименте компании с сайта https://www.xintao.ru видел подобные специализированные решения для промышленного и гражданского строительства, где условия редко бывают идеальными.
Неудачный опыт тоже был. Пытались сэкономить, поставив на транспортировку песка и гравия ленту с облегчённой обкладкой. Производитель уверял, что для такого материала хватит. Но постоянная микроударная нагрузка от падения материала с высоты 1,5 метра привела не к истиранию, а к многочисленным микроразрывам корда. Вывод: для сыпучих, но тяжёлых материалов важнее ударная вязкость и эластичность резины, а не только её толщина.
Стыковка: самая критичная операция
Можно выбрать идеальную ленту, но всё испортить на этапе соединения концов. Холодная вулканизация, конечно, даёт более прочный и гибкий шов, но требует идеальной чистоты, точной дозировки компонентов и выдержки времени. На морозе или при высокой влажности в неотапливаемом цехе процесс может пойти не так. Однажды при -5°C решили рискнуть и сделать стык, прогрев место тепловой пушкой. Шов вроде схватился, но через месяц началось расслоение именно по линии соединения. Причина — конденсат внутри ткани, который не дал адгезии развить полную прочность.
Теперь настаиваю, чтобы стыковку проводили при плюсовой температуре и низкой влажности, либо использовали термостойкие клеевые составы, рассчитанные на такие условия. Иногда проще и надёжнее применить механическую стыковку, хоть она и создаёт утолщение. Для коротких конвейеров с высокими бортами это часто приемлемый компромисс.
Кстати, качество самой ткани каркаса сильно влияет на результат стыковки. Если нити плохо пропитаны резиной или имеют разную плотность на краях рулона, то при вулканизации клей может распределиться неравномерно. Это тот случай, когда дефект проявляется не сразу, а только под нагрузкой.
Эксплуатация: где теория расходится с практикой
В паспорте всегда пишут про допустимый угол наклона. Но на реальном объекте угол — это не постоянная величина. Проседает основание, меняется нагрузка, сам материал может приходить с разной влажностью и коэффициентом трения. Лента, которая отлично работала с сухим песком, начинает проскальзывать и сбрасывать материал, когда песок становится влажным. Приходится постоянно следить за натяжением и состоянию барабанов.
Самая частая проблема, которую не всегда связывают именно с лентой, — это сход с роликов. Часто винят неправильную установку роликоопор. Но нередко причина в самом тканевом конвейерном полотне: если оно было неправильно хранилось (стояло на ребре, а не лежало), могла возникнуть остаточная деформация края, так называемая ?память?. Такая лента будет постоянно ?искать? своё кривое положение, сколько её ни выравнивай.
Поэтому сейчас при приёмке нового рулона первым делом смотрю, как он хранился, и раскатываю несколько метров, чтобы проверить, нет ли продольного изгиба. Это простая, но важная проверка, которая сэкономила много нервов на пусконаладке.
Выбор поставщика: специфика против универсальности
Рынок завален предложениями. Но для ответственных проектов в промышленном и гражданском строительстве, где простой конвейера парализует всю цепочку работ, нужен не просто продавец, а производитель, который понимает физику процесса. Важно, чтобы в компании могли не просто продать тканевую конвейерную ленту, но и проконсультировать по её поведению в конкретных условиях: при контакте с известью, при циклических заморозках-разморозках, при работе на открытом воздухе.
Именно поэтому в последнее время рассматриваю для сотрудничества таких производителей, как ООО ?Хэншуй Синьтао Технологии по производству резиновых изделий?. Из описания их деятельности видно, что они позиционируют себя как производителя инженерных резинотехнических изделий, а это подразумевает более глубокий подход к разработке и подбору материалов, чем просто продажа метражом. Для меня, как для практика, важно наличие у поставщика технической поддержки, способной вникнуть в детали проекта.
В итоге, выбор конвейерной ленты — это всегда баланс между паспортными данными, условиями эксплуатации и, что немаловажно, опытом и репутацией производителя. Идеальной ленты на все случаи нет, но есть правильный подбор под задачу, где мелочи вроде типа пропитки ткани или эластичности обкладки решают всё. Главное — не зацикливаться только на одной характеристике, а смотреть на комплекс и быть готовым адаптироваться под реалии стройплощадки.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Грязеотсасывающий и откачивающий резиновый шланг
Грязеотсасывающий и откачивающий резиновый шланг -
 Опорный узел пространственной конструкции
Опорный узел пространственной конструкции -
 Резиновый шланг высокого давления с стальной навивкой
Резиновый шланг высокого давления с стальной навивкой -
 Резиновые колеса
Резиновые колеса -
 Берцовый резиновый шланг с стальной навивкой
Берцовый резиновый шланг с стальной навивкой -
 Вибростойкий буровой шланг для роторного бурения
Вибростойкий буровой шланг для роторного бурения -
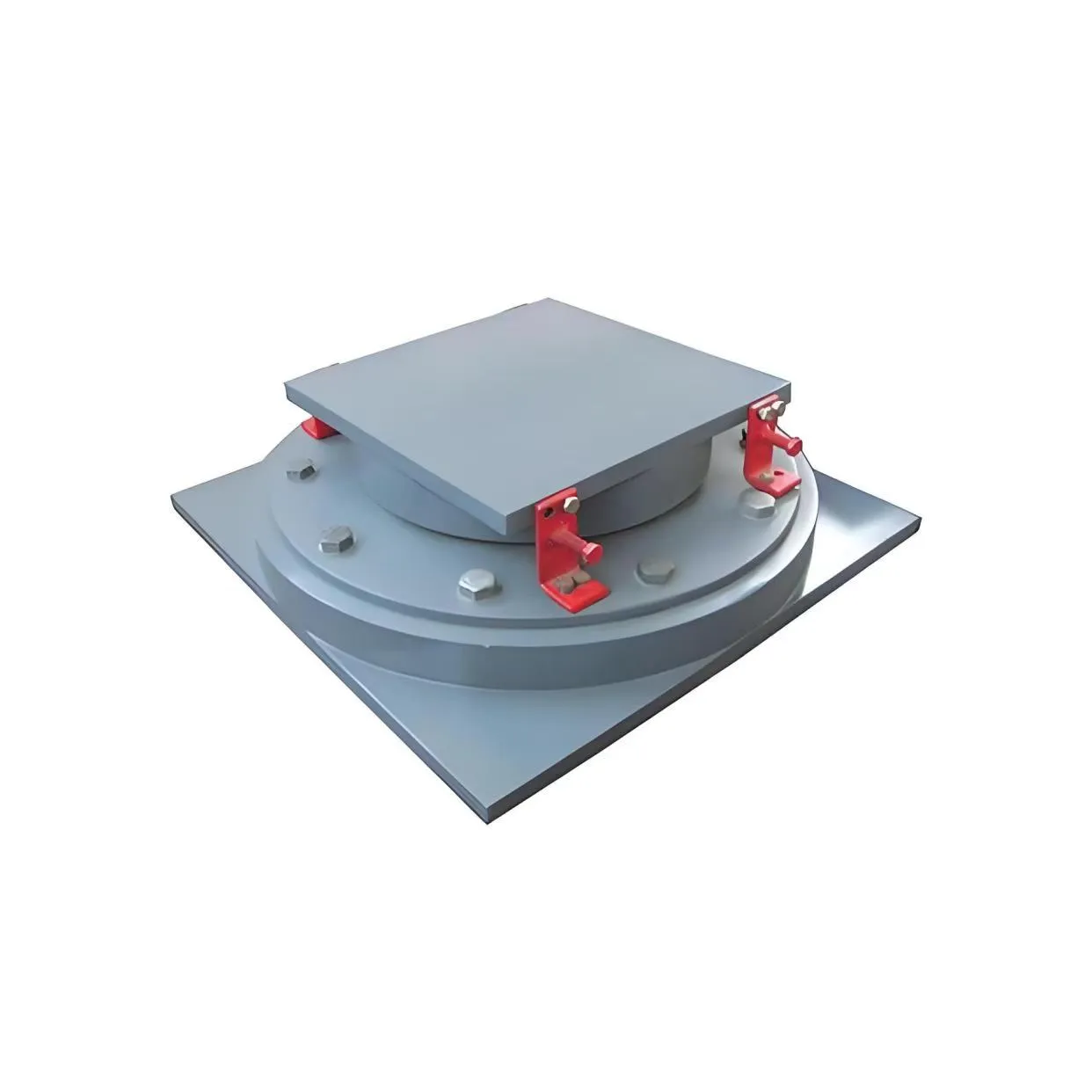 Сферическая опора
Сферическая опора -
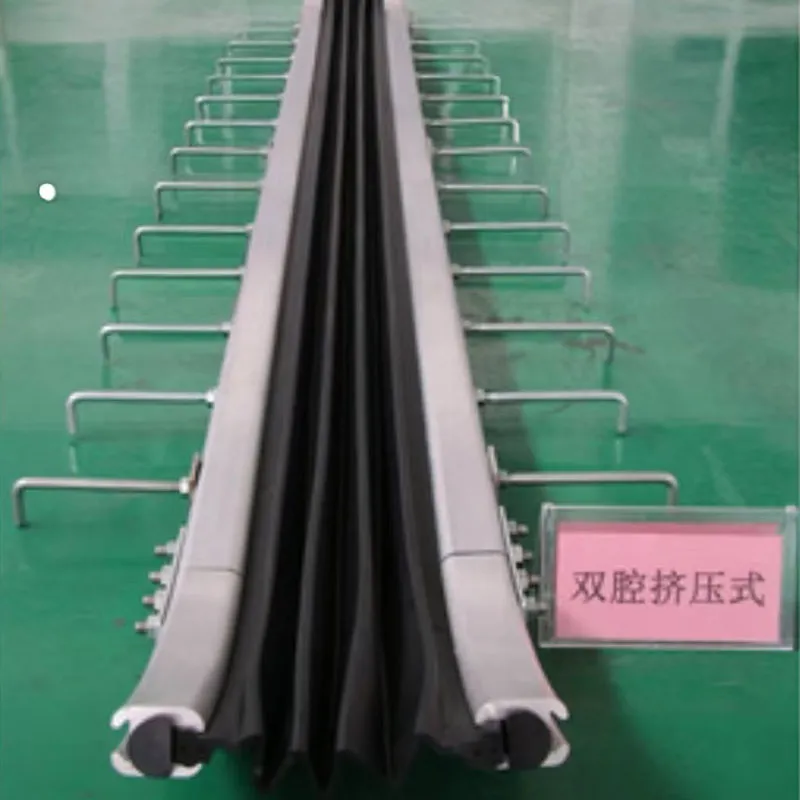
 Деформационный шов
Деформационный шов -
 Сверхвысоконапорная гибкая линия для гидроразрыва пласта на нефтяных месторождениях
Сверхвысоконапорная гибкая линия для гидроразрыва пласта на нефтяных месторождениях -
 Конвейерная лента высокотемпературостойкая
Конвейерная лента высокотемпературостойкая -
 Продукция для железнодорожных мостов
Продукция для железнодорожных мостов -
 Компрессорный, водопроводный и износостойкий резиновый шланг
Компрессорный, водопроводный и износостойкий резиновый шланг



