

Резиновая оболочка колеса
Вот смотришь на эту фразу — резиновая оболочка колеса — и кажется, всё ясно. Шина же. Но в промышленном контексте, особенно в строительстве и на спецтехнике, это не просто 'покрышка'. Это комплексный инженерный узел, от которого зависит не только движение, но и безопасность, и ресурс всей машины. Частая ошибка — считать, что главное это рисунок протектора или бренд. На деле, ключ кроется в составе резиновой смеси, конструкции корда и качестве вулканизации. Многие гонятся за толщиной, думая, что чем толще, тем долговечнее, но это заблуждение может привести к перегреву, расслоению и внезапному отказу. Сам через это проходил.
Из чего на самом деле складывается качество
Когда мы начинали работать с инженерными резинотехническими изделиями для строительных площадок, фокус был на нагрузках. Но жизнь показала, что не менее критичны абразивные среды — бетонная крошка, металлическая стружка, щебень. Они работают как наждак. Стандартные составы резины быстро истирались. Пришлось углубляться в рецептуры. Например, увеличение доли натурального каучука даёт эластичность, но снижает стойкость к маслам. Синтетический, например, бутадиен-стирольный каучук, улучшает износостойкость, но может 'дубеть' на морозе. Баланс — это всегда компромисс, и его поиск занял не один год проб и ошибок.
Вспоминается случай с колесами для виброплит. Заказчик жаловался на быстрый износ. При разборе оказалось, что резиновая смесь была слишком жесткой для постоянных ударных нагрузок. Оболочка не амортизировала, а передавала вибрацию на каркас, что вело к его разрушению. Мы тогда с коллегами из ООО ?Хэншуй Синьтао Технологии по производству резиновых изделий? (их сайт — https://www.xintao.ru — кстати, полезно посмотреть их подход к инженерным решениям) долго обсуждали именно этот аспект. Их экспертиза в резинотехнических изделиях для промышленного и гражданского строительства помогла пересмотреть наш подход к подбору полимеров.
Ещё один нюанс — адгезия резины к корду. Казалось бы, технология отработана. Но при экстремальных перепадах температур, которые обычны на российских стройках, связь может нарушаться. Видел образцы, где после зимы в Сибири резиновая оболочка буквально отходила от слоев корда 'пузырями'. Это не всегда видно снаружи, но при вскрытии — картина печальная. Причина часто в клеевом составе или в режиме вулканизации. Недогрев — плохо, перегрев — ещё хуже, резина 'переваривается', теряет свойства.
Полевые испытания и типичные неудачи
Лабораторные тесты — это одно. Реальная эксплуатация — совсем другое. Одна из наших первых серьезных неудач связана с колесами для тачек на крупном объекте. Резина по паспорту имела отличную стойкость к истиранию. Но через месяц работы на участке с остатками известкового раствора оболочки покрылись глубокими рытвинами и потрескались. Оказалось, щелочная среда вступила в реакцию с некоторыми компонентами смеси, резко ускорив старение. Пришлось экстренно искать поставщика с химически стойкими составами. Это был урок: паспортные данные нужно проверять в условиях, максимально приближенных к будущим.
Другой пример — работа с виброкатками. Там критична не только прочность, но и равномерность толщины резиновой оболочки. Даже небольшое отклонение в пару миллиметров приводит к биению, вибрациям и ускоренному изношу подшипникового узла. Мы как-то получили партию, где визуально всё было идеально, но при обкатке машину начинало 'водить'. Замеры толщины по окружности показали разбег. Поставщик ссылался на допуски, но для нашей задачи это было неприемлемо. С тех пор ввели обязательный выборочный замер не менее чем в шести точках по окружности каждого колеса.
Иногда проблема лежит на стыке дисциплин. Был проект с кранами-манипуляторами, где колеса испытывали огромные боковые нагрузки при повороте с грузом. Резина выдерживала, но начиналось разрушение боковины в месте прилегания к диску. Инженеры предлагали усилить диск, но это утяжеляло конструкцию. Решение нашли в модификации профиля оболочки и введении дополнительного армирующего слоя из синтетического корда именно в зоне контакта с ободом. Это не было прописано в стандартах, но сработало.
Выбор поставщика: не цена, а совокупность факторов
Рынок насыщен предложениями. Китайские, российские, европейские производители. Изначальный соблазн — взять подешевле. Но дешевая резиновая оболочка колеса почти всегда означает экономию на сырье или упрощение технологии. Это может вылезти позже многократными затратами на замену и простои техники. Для нас стало правилом запрашивать не только сертификаты, но и протоколы испытаний на конкретные свойства: сопротивление раздиру, остаточную деформацию после сжатия, поведение при низких температурах.
Здесь возвращаюсь к примеру ООО ?Хэншуй Синьтао Технологии?. Их позиционирование как производителя инженерных резинотехнических изделий для строительства — это не просто слова. В ходе переговоров они могли детально объяснить, как меняют рецептуру смеси для изделий, работающих, например, в условиях постоянного контакта с гипсом или цементной пылью. Это говорит о глубоком понимании не только химии резины, но и условий конечного применения. Такие детали — признак серьезного подхода.
Важный момент — логистика и наличие складских программ. С колесами для спецтехники часто бывает так: сломалось одно, менять нужно комплект или минимум пару. Если ждать поставки 2-3 месяца, объект встает. Поэтому наличие долгосрочных контрактов с гарантией наличия наиболее ходовых типоразмеров на складе в России стало для нас критическим критерием. Это тоже часть надежности поставщика.
Тенденции и личные наблюдения
Сейчас всё больше говорят о 'зеленых' технологиях, о переработке резины. Это важно, но в сегменте промышленных колес пока вторичная резина — большой риск. Её свойства непредсказуемы. Видел попытки использовать регенерат в нижних, скрытых слоях оболочки. Экономия мизерная, а риск расслоения возрастает в разы. Думаю, здесь будущее за улучшением самих первичных составов для увеличения ресурса, а не за удешевлением за счет переработанного сырья.
Ещё одна тенденция — кастомизация. Уже не редкость, когда для конкретной модели техники или даже для конкретного типа грунта на объекте заказывают колеса с особыми характеристиками резины. Это требует от производителя гибкости и готовности работать с небольшими, но технически сложными партиями. Универсальное решение 'на все случаи' постепенно уходит в прошлое.
Что касается контроля качества на нашей стор, то выработали простой, но эффективный ритуал для каждой новой партии: визуальный осмотр на отсутствие пузырей, наплывов, посторонних включений; замер твердости по Шору (часто отклонение от заявленного — первый звонок); и пробная обкатка на нашем стенде, имитирующем нагрузку. Это отсекает 95% потенциального брака.
Вместо заключения: о чем стоит помнить
Итак, если резюмировать этот поток мыслей... Резиновая оболочка колеса — это не расходник, а ответственный компонент. Её выбор нельзя сводить к поиску по размеру и цене. Нужно понимать: какие именно нагрузки (ударные, статические, абразивные, химические) она будет испытывать; в каком температурном диапазоне работать; насколько критична точность геометрии для конкретного механизма.
Работа с проверенными производителями, которые специализируются на инженерных решениях, как та же компания с сайта xintao.ru, в долгосрочной перспективе окупается. Их способность адаптировать продукт под задачу — бесценна. Не стоит бояться задавать им детальные технические вопросы. Если поставщик уходит от ответов или оперирует только общими фразами — это повод насторожиться.
И главное — сохранять критический взгляд. Даже у лучших бывают осечки. Поэтому свой входной контроль, пусть и простой, — обязателен. Это та самая 'гигиена', которая спасает от крупных проблем и простоев. В конце концов, на кону — не просто резина, а работоспособность всей техники и сроки проекта.
Соответствующая продукция
Соответствующая продукция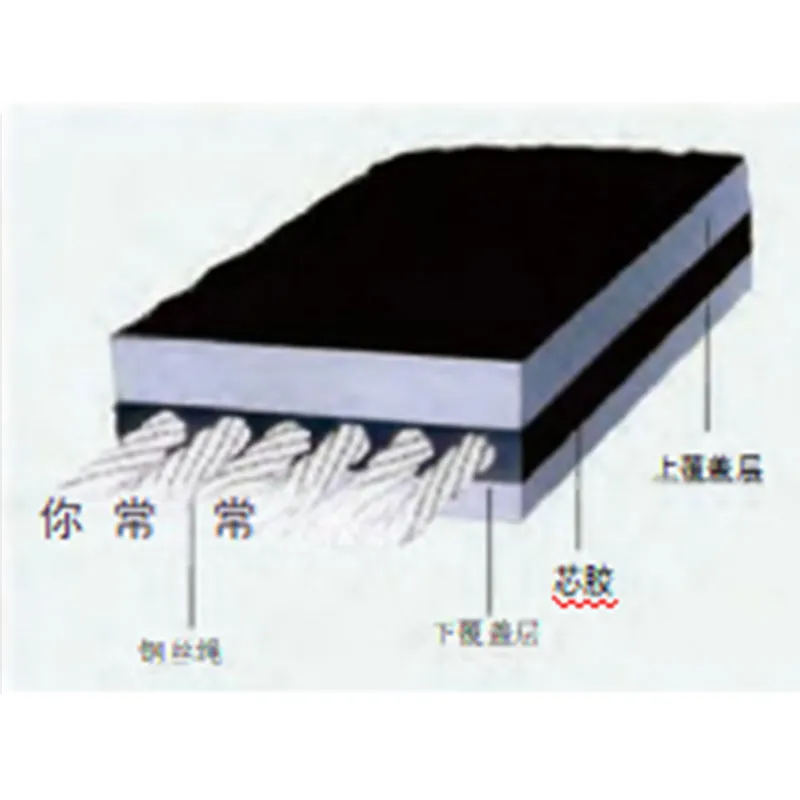






Самые продаваемые продукты
Самые продаваемые продукты-
 GPZ дорожная чашечный резиновая опора
GPZ дорожная чашечный резиновая опора -
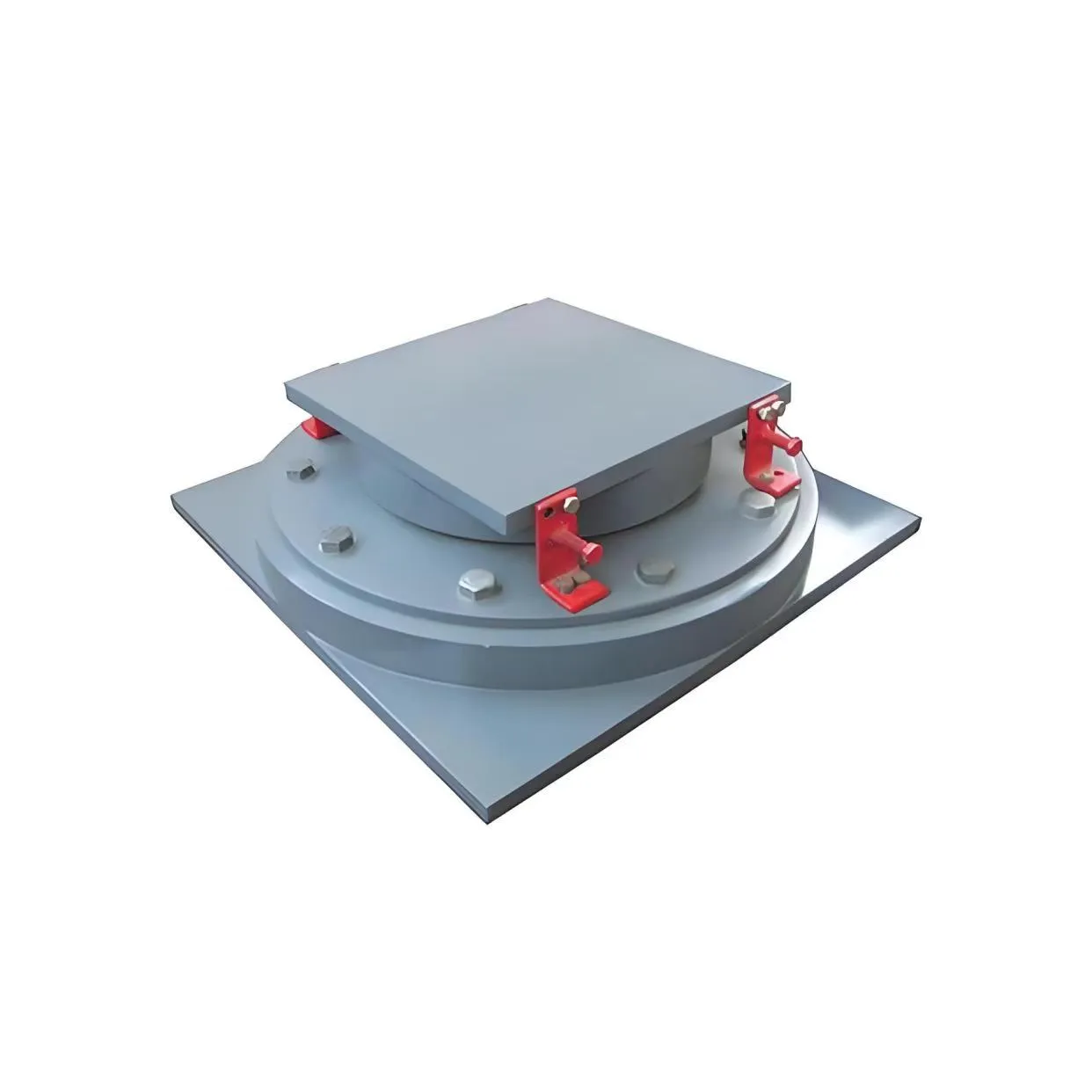 Сферическая опора
Сферическая опора -
 Конвейерная лента высокотемпературостойкая
Конвейерная лента высокотемпературостойкая -
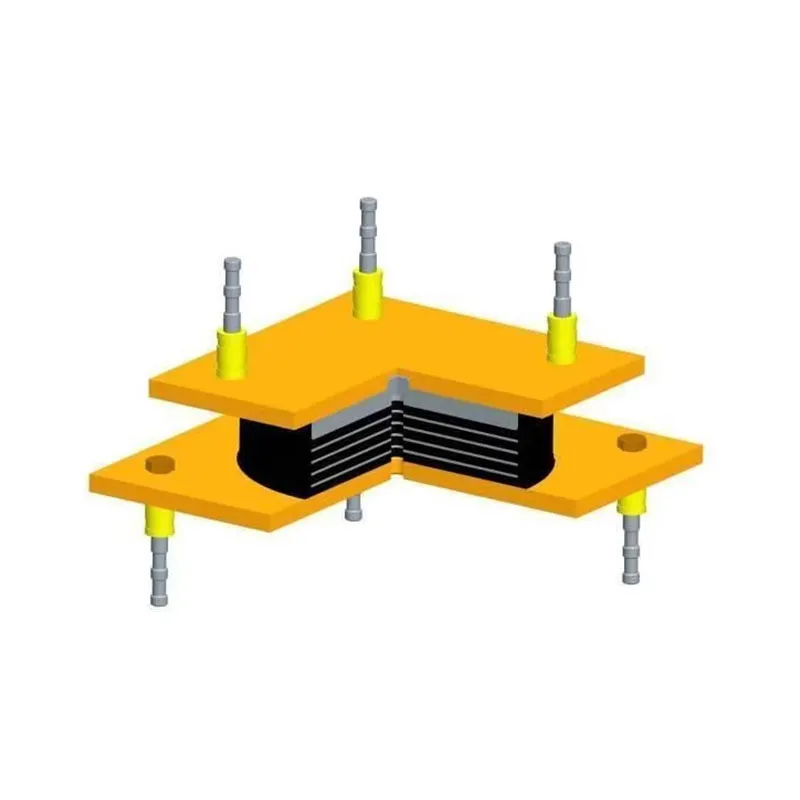 Сейсмоизоляционная резиновая опора
Сейсмоизоляционная резиновая опора -
 Резиновая гидрошпонка
Резиновая гидрошпонка -
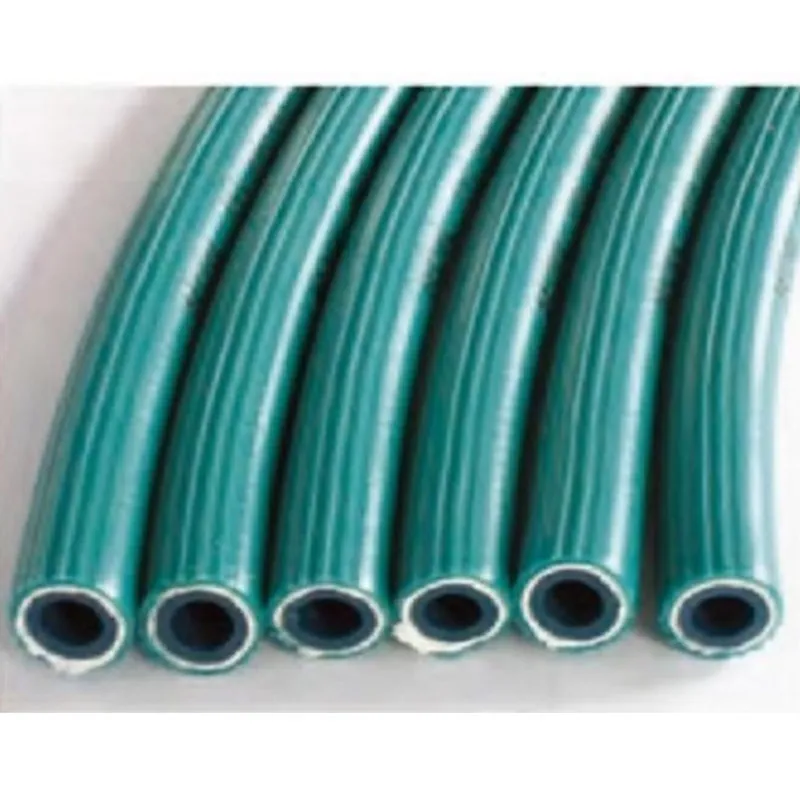 Кислородный резиновый шланг
Кислородный резиновый шланг -
 Берцовый резиновый шланг с стальной навивкой
Берцовый резиновый шланг с стальной навивкой -
 Конвейерная лента на нейлоновой основе (NN)
Конвейерная лента на нейлоновой основе (NN) -
 Резиновая гидрошпонка
Резиновая гидрошпонка -
 Гидроизоляционные рулонные материалы
Гидроизоляционные рулонные материалы -
 Сверхвысоконапорная гибкая линия для гидроразрыва пласта на нефтяных месторождениях
Сверхвысоконапорная гибкая линия для гидроразрыва пласта на нефтяных месторождениях -
 Морской высоконапорный нефтепроводный резиновый шланг
Морской высоконапорный нефтепроводный резиновый шланг



