

Резиновая гидрошпонка со стальной окантовкой
Когда слышишь ?резиновая гидрошпонка со стальной окантовкой?, многие сразу представляют себе просто резиновый профиль с вваренной или вклеенной проволокой. На деле, если копнуть, это целая система, где мелочей не бывает. И главная ошибка — считать, что стальная вставка тут только для жёсткости. На практике, её роль в распределении нагрузки и компенсации сдвиговых напряжений часто недооценивают, что потом выливается в протечки на стыках, особенно в монолитных конструкциях с высокой динамической нагрузкой.
Из чего на самом деле складывается качество
Начнём с резины. ЭПДМ — это стандарт, но и тут есть нюансы. Смесь должна быть рассчитана не просто на водонепроницаемость, а на долгую работу в конкретной среде: контакт с грунтовыми водами, содержащими соли, или с агрессивными стоками на промышленных объектах. Видел образцы, где резина со временем теряла эластичность не от времени, а от химического воздействия, и шпонка переставала выполнять свою основную функцию — герметизировать деформационный шов. Поэтому важно смотреть не только на сертификат, но и на реальные испытания в условиях, приближённых к вашим.
Стальная окантовка — это отдельная история. Часто используют просто оцинкованную ленту, и в ряде случаев этого достаточно. Но для ответственных объектов, например, подземных паркингов или резервуаров, где возможны значительные взаимные смещения конструкций, нужна именно конструкционная сталь с определённым пределом текучести. Иначе эта самая окантовка может просто деформироваться безвозвратно при монтаже или в первые годы эксплуатации, сведя на нет всё уплотнение. Крепление арматуры бетона к этой окантовке — тоже критичный момент, который часто пускают на самотёк.
Геометрия профиля — это то, что часто копируют без понимания. Угол раскрытия ?губок?, радиус закругления в основании, толщина резины в зоне изгиба — всё это влияет на рабочий диапазон деформаций шва. Брал как-то шпонку с красивым сечением, но на объекте при отрицательных температурах и сжатии шва резина в зоне стальной вставки пошла трещинами. Оказалось, производитель сэкономил на морозостойкости смеси и неверно рассчитал радиус. Пришлось экстренно искать замену.
Монтаж: где теория расходится с практикой
В проектах всегда рисуют аккуратную линию шпонки, ровно по центру шва. В жизни же арматура, опалубка, вибраторы при укладке бетона вносят свои коррективы. Самая частая проблема — смещение или даже перегиб стальной окантовки при фиксации её к арматурному каркасу. Если её перетянуть или закрепить с нарушением плоскости, то после заливки бетона резиновый профиль будет находиться в состоянии постоянного напряжения, что резко сокращает срок его службы. Нужно жёстко контролировать этот этап.
Ещё один момент — стыковка полос шпонки в углах и на длинных участках. Сварка резины горячим воздухом — это must have, но качество шва зависит от оператора и материала. Если резина разных партий или, не дай бог, от разных производителей, даже при идеальной технологии сварки место соединения может стать слабым звеном. Всегда требую, чтобы стыковку делал один специалист на всём объекте и использовал присадочный материал от того же производителя, что и сама шпонка.
И про бетонирование. Казалось бы, залил и забыл. Но скорость укладки смеси, её подвижность и метод уплотнения напрямую влияют на то, не сдвинется ли шпонка с места. Был случай на стройке мостового перехода: из-за слишком интенсивной вибрации бетона длинная секция шпонки буквально ?всплыла? и легла волной. Пришлось останавливать работы и поправлять вручную, теряя время. Теперь всегда прописываю в техкарте монтажа особые требования к бетонированию в зоне деформационных швов.
Кейсы и неудачи, которые учат
Расскажу про объект, который заставил пересмотреть подход к выбору поставщика. Это был подземный техэтаж с высоким уровнем грунтовых вод. Шпонку закупили у одного известного европейского бренда, всё по спецификации. Но через два года в местах примыкания к стенам начали появляться мокрые пятна. Вскрыли шов — резина вроде цела, но стальная окантовка в нескольких местах покрылась очагами коррозии, причём с внутренней, обращённой к бетону стороны. Анализ показал, что в бетоне были хлоридные добавки, а оцинковка на окантовке была слишком тонкой, плюс в процессе монтажа её поцарапали. Производитель, конечно, сослался на неправильные условия применения. С тех пор для подобных условий ищу шпонку с стальной окантовкой, имеющей усиленное антикоррозионное покрытие, например, из нержавеющей стали AISI 304, или хотя бы с толстым горячим цинкованием.
А вот позитивный пример связан с продукцией компании ООО ?Хэншуй Синьтао Технологии по производству резиновых изделий?. На их сайте https://www.xintao.ru можно увидеть, что они позиционируют себя как производителя инженерных резинотехнических изделий для промышленного и гражданского строительства. Работали с их резиновой гидрошпонкой со стальной окантовкой на объекте реконструкции фонтанного комплекса. Нужно было герметизировать швы в чаше с постоянным контактом с обработанной водой. Привлекла возможность заказать нестандартную длину полос и наличие в ассортименте именно ЭПДМ смеси, стойкой к озону и хлорсодержащим реагентам. Монтаж прошёл без сюрпризов, материал хорошо сваривался. Сейчас, спустя четыре сезона, проблем нет. Это показатель того, что когда производитель глубоко в теме, а не просто штампует метраж, это чувствуется в деталях: в ровной нарезке, в чёткой геометрии стальной вставки, в консистенции присадочного материала для сварки.
Были и откровенно провальные попытки сэкономить, закупив ?аналоги? у непроверенных поставщиков. Один раз привезли шпонку, где стальная лента была не непрерывной, а состояла из кусков, сваренных внахлёст. В проекте это не оговорено, приёмку прошло. А в итоге в этих местах сварных швов на металле через год пошла ржавчина, которая порвала резину. Урок простой: нужно не только требовать сертификаты, но и выборочно вскрывать упаковку, замерять толщину покрытия на металле, проверять целостность по всей длине. Мелочь, но она спасает от больших проблем.
На что смотреть сегодня и завтра
Сейчас тренд — комплексные решения. Всё реже гидрошпонка идёт как отдельный продукт. Чаще это система: сама шпонка, профилированные водосточные каналы из того же материала, герметики для примыканий, специальные крепёжные элементы. Это правильно, потому что герметичность узла — это задача системы, а не одного компонента. При выборе стоит интересоваться у производителя, может ли он предложить всю систему в сборе, а не только метраж полосы.
Ещё один важный аспект — документация. Хороший производитель предоставляет не только паспорт качества, но и подробные технические рекомендации (TDS) по монтажу, с указанием допустимых температур, методов сварки, требований к подготовке поверхности бетона. Если таких данных нет или они скудные — это красный флаг. Как, впрочем, и отсутствие возможности получить консультацию от технического специалиста производителя по сложным узлам.
Что касается будущего, то, думаю, будет больше развития в области композитных вставок вместо чистой стали. Уже появляются варианты с армированием стеклопластиком или базальтопластиком для особо агрессивных сред, где даже нержавейка может не выдержать. И, конечно, цифровизация: было бы здорово, если бы на каждую партию шпонки можно было получить QR-код, ведущий на страницу с полными данными испытаний именно этой партии сырья и готовых изделий. Пока это редкость, но к этому надо стремиться.
Вместо заключения: простое правило
Работая с деформационными швами, давно для себя вывел правило: нельзя экономить на двух вещах — на качестве самого материала и на квалификации монтажников. Можно купить самую продвинутую резиновую гидрошпонку со стальной окантовкой, но если её неправильно установить, все преимущества сойдут на нет. И наоборот, даже хорошие мастера не сделают чудо с плохим, неоднородным материалом.
Поэтому мой совет — выбирайте производителей, которые не скрываются за общими фразами, а готовы обсуждать детали вашего проекта, как это делает, к примеру, ООО ?Хэншуй Синьтао Технологии?. Их подход, судя по опыту, как раз из разряда ?инженерных решений?, а не просто продажи метража. И всегда, всегда запрашивайте образцы для предварительной оценки и пробного монтажа. Потратить пару дней на тесты в полевых условиях — значит сэкономить месяцы на устранение проблем потом.
В общем, тема эта бесконечная. Каждый новый объект приносит новый опыт. Главное — не останавливаться на том, что ?всегда так делали?, а смотреть, что предлагает рынок, и критически оценивать применимость к своим задачам. Ведь в конечном счёте, надёжность шва — это не только вопрос технологии, но и ответственности всех, кто участвует в процессе: от инженера-проектировщика до бетонщика, укладывающего смесь.
Соответствующая продукция
Соответствующая продукция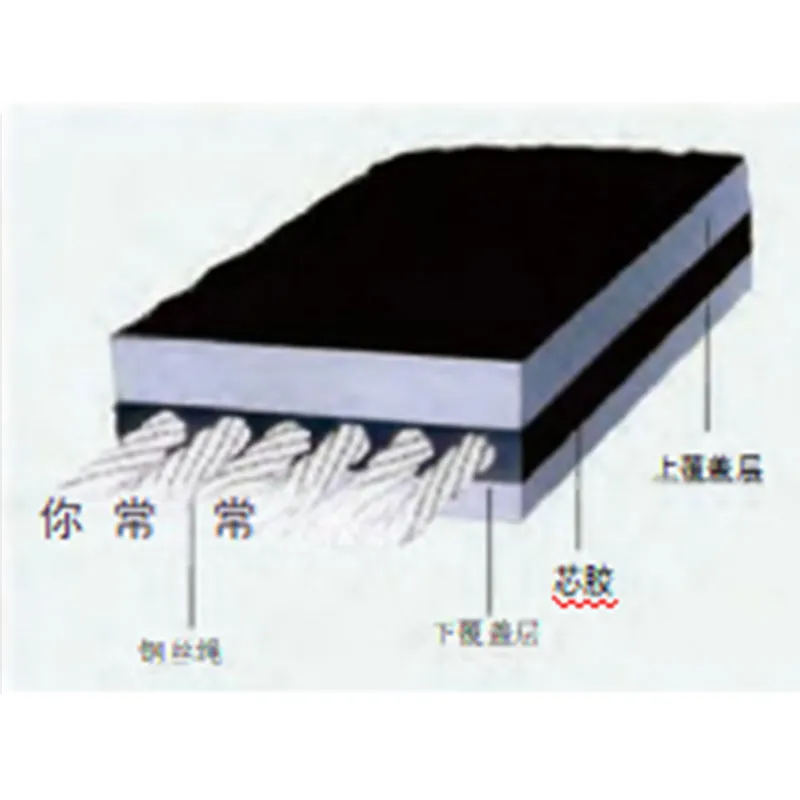


Самые продаваемые продукты
Самые продаваемые продукты-
 Резиновый шланг высокого давления с стальной навивкой
Резиновый шланг высокого давления с стальной навивкой -
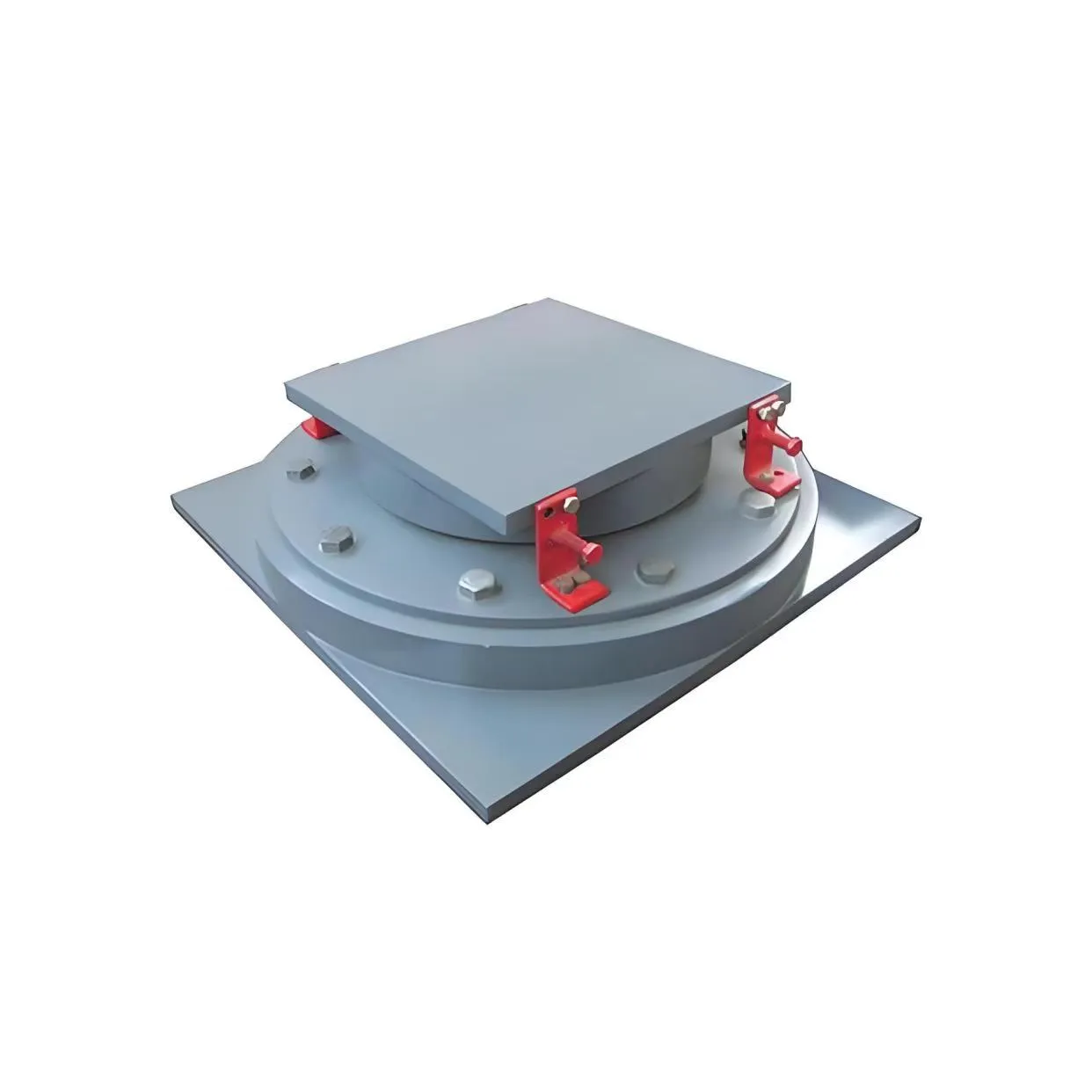 Сферическая опора
Сферическая опора -
 Резиновая гидрошпонка
Резиновая гидрошпонка -
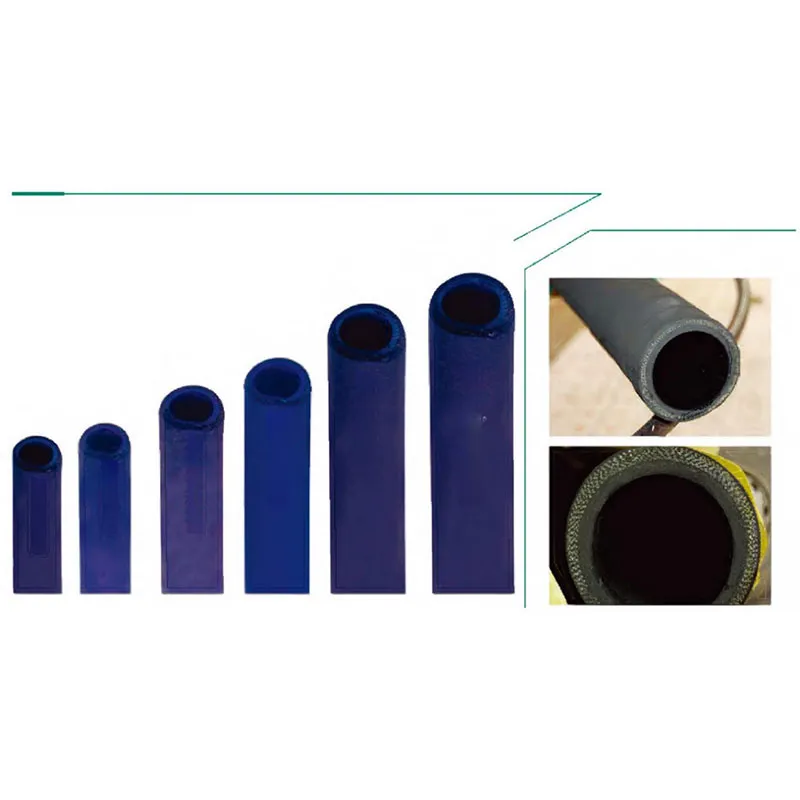 Тканеармированный резиновый шланг
Тканеармированный резиновый шланг -
 Вибростойкий буровой шланг для роторного бурения
Вибростойкий буровой шланг для роторного бурения -
 Сверхвысоконапорная гибкая линия для гидроразрыва пласта на нефтяных месторождениях
Сверхвысоконапорная гибкая линия для гидроразрыва пласта на нефтяных месторождениях -
 Компрессорный, водопроводный и износостойкий резиновый шланг
Компрессорный, водопроводный и износостойкий резиновый шланг -
 Опорный узел пространственной конструкции
Опорный узел пространственной конструкции -
 Морской высоконапорный нефтепроводный резиновый шланг
Морской высоконапорный нефтепроводный резиновый шланг -
 Серия металлических шлангов
Серия металлических шлангов -
 Резиновые колеса
Резиновые колеса -
 Деформационный шов
Деформационный шов



