

Разделка конвейерной ленты
Вот когда слышишь 'разделка конвейерной ленты', многие сразу думают — взял нож, режь и всё. На деле, если так подходить, можно и ленту угробить, и стык потом никогда правильно не спаять. Основная ошибка — считать это грубой физической работой. На самом деле, это в первую очередь анализ. Нужно понять, с какой лентой работаешь: многослойная тканевая, цельнометаллокордная (СТМ), может, с поперечным армированием? От этого зависит весь подход. Я, например, помню случай на одном из угольных разрезов, когда пришлось разделывать старую ленту типа EP 800/4. Ребята сначала хотели просто 'болгаркой' пройтись, но если бы сделали так, то нарушили бы равномерность натяжения нитей утка и основы по всему срезу. В итоге стык бы пошёл 'винтом'. Пришлось объяснять, что сначала нужно маркировать линии реза мелом, учитывая угол, а уже потом браться за инструмент.
Почему подготовка к разделке важнее самой резки
Перед тем как поднести любой режущий инструмент, я всегда трачу минут десять-пятнадцать на осмотр. Нужно найти метраж, определить участок без внутренних повреждений. Бывает, с виду лента целая, а внутри корд уже порван из-за скрытого удара. Если начать разделку в таком месте — всё, работа насмарку. Сначала простукиваю участок, смотрю на состояние обкладок. Особенно это критично для лент от производителей, которые делают упор на долговечность, вроде тех, что поставляет ООО ?Хэншуй Синьтао Технологии по производству резиновых изделий?. У них, кстати, в ассортименте как раз есть инженерные РТИ для тяжёлых условий, где целостность каркаса — ключевой параметр. Если лента от такого производителя, можно быть уверенным, что внутри нет брака, но это не отменяет необходимости проверки на предмет эксплуатационных дефектов.
Потом — разметка. Тут многие экономят время, а зря. Использую не просто мел, а контрастный маркер и стальную линейку-уголок. Для ступенчатой разделки (внахлёст) угол в 30 градусов — не догма. Если лента узкая и высоконагруженная, иногда лучше делать 45, чтобы увеличить площадь склейки или вулканизации. Но и это не всегда. На одном из цементных заводов экспериментировали с углом 45 на ленте с металлокордом, так потом при вулканизации возникли сложности с равномерным прогревом толстого слоя резины на 'ступеньках'. Вернулись к классическим 30. Вывод: нет универсального рецепта, есть понимание физики процесса соединения.
И ещё по разметке: обязательно учитываю направление движения ленты. Разделка должна быть выполнена так, чтобы при работе стык 'заходил' на барабан правильной стороной, иначе края начнут задираться. Казалось бы, мелочь, но из-за такой мелочи стык живёт не 2 года, а полгода. После разметки иногда делаю неглубокие насечки ножом по контуру, чтобы диск или ножовка не соскальзывали. Это особенно важно при работе с наружными обкладками, которые могут быть сильно изношены и затвердели.
Инструмент: что действительно работает, а что — маркетинг
Раньше свято верил в специальные дисковые ножи с электроприводом. Да, они хороши для прямых резов на новых лентах. Но попробуй-ка аккуратно разделять старую, потёртую ленту на морозе в -20. Резина дубеет, диск начинает рвать корд, а не резать. В таких условиях часто возвращаюсь к проверенному ручному инструменту — усиленным сапожным ножам со сменными лезвиями и специальным резакам с крючковым лезвием. Их можно вести точно по линии, чувствуя каждый слой. Для металлокорда, понятно, без углошлифовальной машинки ('болгарки') не обойтись, но и тут есть хитрость: не использовать тонкие диски по металлу, которые перегревают и прожигают резину, а брать специальные абразивные диски для резинотехнических изделий. Они меньше 'зажевывают' материал.
Один поставщик как-то расхваливал нам ультразвуковой резак для РТИ. Мол, идеальный край, никакой деформации. Попробовали в идеальных условиях цеха — да, красиво. Но на реальном объекте, где лента в пыли, влаге и с остатками материала, этот инструмент оказался беспомощным. Забился, перегрелся. Так что мой вывод: лучший инструмент — это тот, который надёжен в грязи, при перепадах температур и не требует идеальных условий. Часто это простой и грубый на вид инструмент.
Важный нюанс — резка поперечных армирующих элементов в лентах типа Steel Cord. Тут нужна не просто резка, а почти ювелирная работа. Если пережечь стальной трос, он теряет прочность. Поэтому режу под небольшим углом, короткими подходами, с постоянным охлаждением (иногда просто водой). После резки обязательно проверяю край на отсутствие 'синих' побежалостей на металле — признак перегрева. Если они есть, этот участок стыка в будущем станет точкой разрыва. Кстати, на сайте https://www.xintao.ru в описании их продукции для горнодобычи я обратил внимание, что они особо подчёркивают контроль качества каркаса. Это как раз то, что ценишь, когда знаешь, сколько проблем может создать неоднородный корд при разделке.
Типичные ошибки и к чему они ведут
Самая частая и дорогая ошибка — торопиться. Начинаешь резать, не дождавшись, когда лента надёжно зафиксирована. Она смещается на полсантиметра — и весь скос пошёл криво. Переделывать в два раза дольше. Фиксация — это струбцины, иногда даже временная приварка (если позволяет материал) уголков для жёсткого упора. Второе — игнорирование внутренних дефектов. Начинаешь разделывать, а внутри уже есть расслоение. Если его вовремя не заметить и не скорректировать длину разделки, чтобы этот дефект ушёл в отходы, то стык будет негерметичным. Внутрь набьётся материал, и начнётся быстрое разрушение.
Ещё одна ошибка — не учитывать усадку или растяжение ленты после ремонта. Особенно это касается старых, уставших лент. Сделал всё идеально, провёл горячую вулканизацию, а после запуска лента немного 'села' или, наоборот, вытянулась, и стык оказался под избыточным напряжением. Поэтому на длинных конвейерах я всегда, если есть возможность, делаю пробный 'холодный' стык натяжными замками, даю ленте отработать пару дней, и только потом, если всё хорошо, делаю постоянный соединение. Это долго, но надёжно.
И конечно, ошибка в выборе метода разделки под конкретный тип соединения. Для механического замка (типа 'зиппинг') нужна ровная, чёткая торцевая кромка. Для вулканизации внахлёст — длинный, чистый скос. Если перепутать или сделать небрежно, то даже лучший вулканизационный пресс или замок от известного бренда не спасут. Стык будет 'работать' и быстро разрушаться. Это та самая ситуация, когда качество работы монтажника важнее качества самого материала. Хотя, если материал изначально хороший, как у тех же производителей инженерных РТИ для строительства и промышленности, о которых говорит ООО ?Хэншуй Синьтао Технологии по производству резиновых изделий? в своей концепции, то работать, конечно, легче и результат предсказуемее.
Работа в полевых условиях: грязь, холод и неожиданности
Теория теорией, но главная проверка — на объекте. Вот, например, работа на зерновом элеваторе. Лента в муке и пыли. Перед разделкой её нужно не просто почистить, а отмыть. Иначе абразивные частицы попадут между слоями при резке и будут работать как наждак, изнашивая корд изнутри уже в новом стыке. Моем обычной водой под давлением, но без фанатизма, чтобы не залить подшипники. Потом сушим. Иногда на это уходит больше времени, чем на саму разделку.
Или мороз. Резина теряет эластичность. Пытаться резать её на холоде — значит гарантировать рваный, крошащийся край. Решение — локальный прогрев строительным феном или даже тепловыми пушками. Но опять же — аккуратно, чтобы не перегреть и не вызвать старения резины. Греем только тот участок, который будем резать в ближайшие 10-15 минут. Работаем быстро, пока материал не остыл.
Самая неприятная неожиданность — когда внутри многослойной ленты находишь не указанный в документах дополнительный силовой слой (такое бывает с лентами неизвестного происхождения или после многочисленных ремонтов). Планировал разделку на три ступеньки, а тут четвёртый слой ткани или даже тонкий металлический тросик. Останавливаешься, переоцениваешь схему разделки. Иногда приходится звонить более опытным коллегам, советоваться. В таких случаях спасает только принцип 'семь раз отмерь, один раз отрежь'. Лучше потратить лишний час на анализ, чем потом вырезать целый участок и нести убытки.
После разделки: что часто упускают из виду
Итак, лента разделена. Казалось бы, можно готовиться к стыковке. Но нет. Крайне важный этап — подготовка поверхностей разделки. Края нужно зачистить, но не до блеска, а до шероховатости, которая обеспечит лучшее сцепление с клеем или вулканизационной массой. Использую для этого жёсткие абразивные щётки или специальные шлифовальные машинки с лепестковым кругом. Главное — не перестараться и не истончить несущий слой.
После зачистки — обезжиривание. И тут многие используют что попало. Бензин, ацетон. Они могут агрессивно воздействовать на резину, особенно на старую, вызывая микротрещины. Я предпочитаю специальные очистители для РТИ, которые не нарушают структуру материала. Да, они дороже, но и рисков меньше. После обезжиривания поверхности нельзя трогать руками. Надеваешь чистые перчатки и дальше работаешь только в них.
И последнее — контроль геометрии. Беру шаблон или хотя бы угольник и проверяю, совпадают ли разделанные концы. Бывает, расхождение в пару миллиметров по ширине. Это критично? Для механического замка — да. Для вулканизации — можно компенсировать, но лучше подогнать. Иногда приходится аккуратно подрезать. Вся эта работа — не для галочки. Это инвестиция в то, чтобы следующий визит на этот конвейер для ремонта стыка был как можно позже. И когда видишь, что лента от надёжного производителя, того же, что позиционирует себя как ключевого производителя для строительной индустрии, а не просто 'какого-то завода', то понимаешь, что твоя качественная разделка позволит этому изделию отработать свой полный ресурс. А это и есть конечная цель всей этой кропотливой работы с разделкой конвейерной ленты.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Резиновая гидрошпонка
Резиновая гидрошпонка -
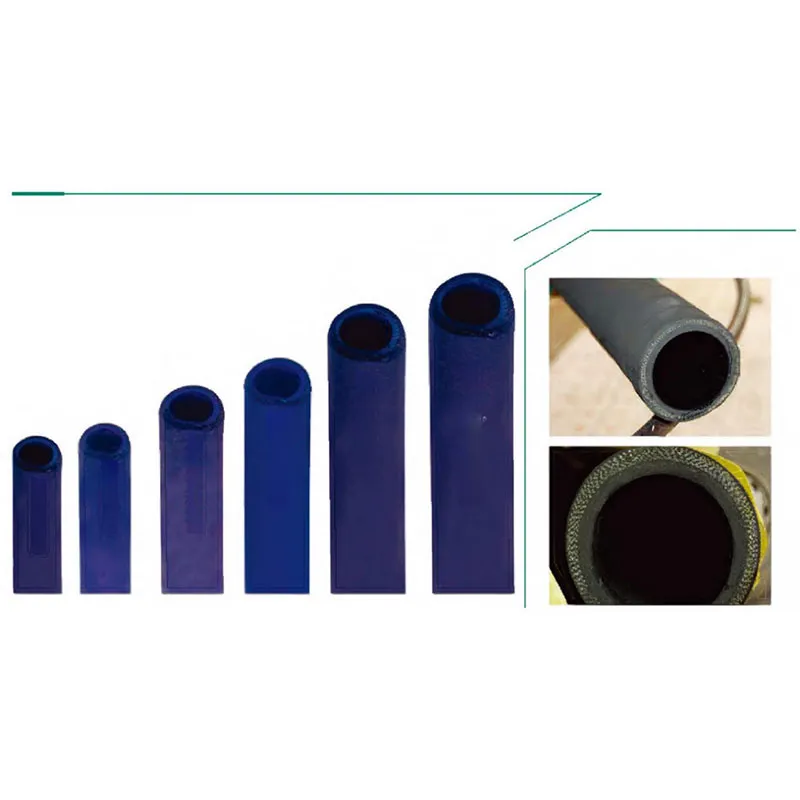
 Резиновый шланг низкого давления
Резиновый шланг низкого давления -
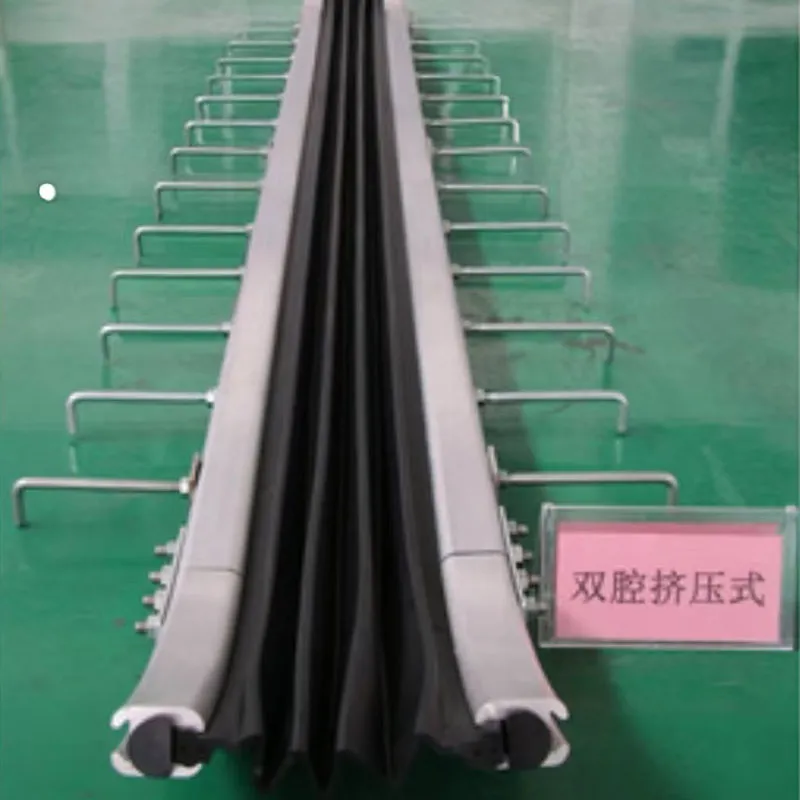
 Деформационный шов
Деформационный шов -
 Грязеотсасывающий и откачивающий резиновый шланг
Грязеотсасывающий и откачивающий резиновый шланг -
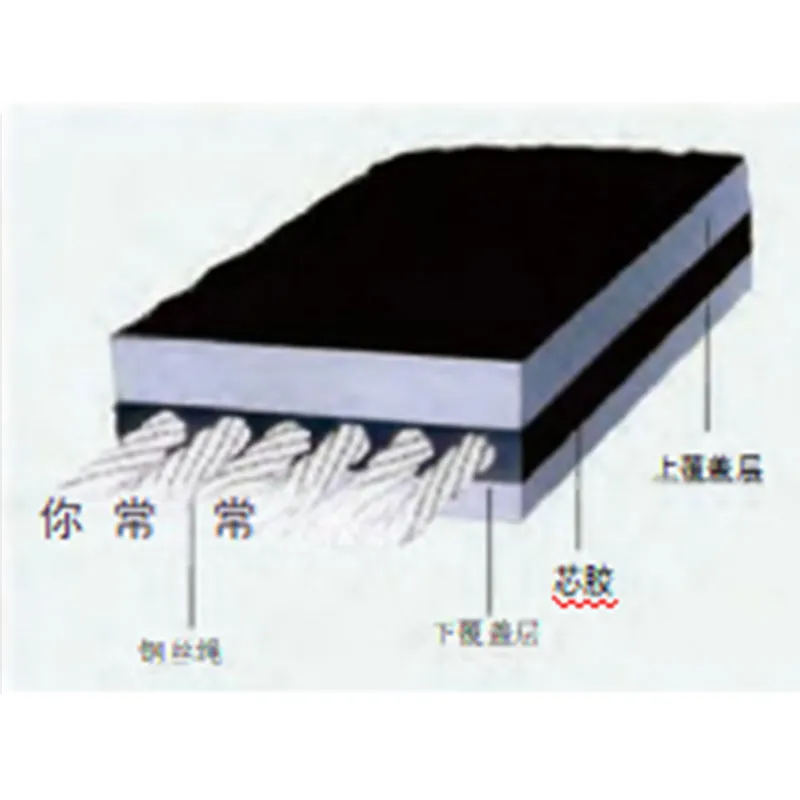 Конвейерная лента с стальной канатной навивкой
Конвейерная лента с стальной канатной навивкой -
 Продукция для железнодорожных мостов
Продукция для железнодорожных мостов -
 Конвейерная лента высокотемпературостойкая
Конвейерная лента высокотемпературостойкая -
 Сверхвысоконапорная гибкая линия для гидроразрыва пласта на нефтяных месторождениях
Сверхвысоконапорная гибкая линия для гидроразрыва пласта на нефтяных месторождениях -
 Резиновые колеса
Резиновые колеса -
 Резиновый шланг высокого давления с стальной плетёной навивкой
Резиновый шланг высокого давления с стальной плетёной навивкой -
 Огнестойкий и пожаробезопасный резиновый шланг
Огнестойкий и пожаробезопасный резиновый шланг -
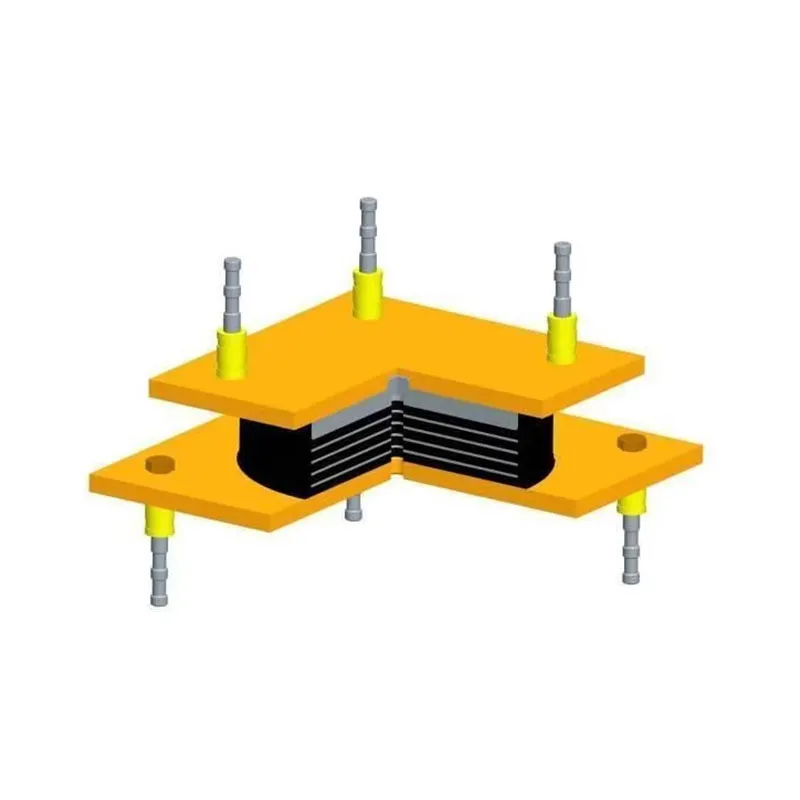 Сейсмоизоляционная резиновая опора
Сейсмоизоляционная резиновая опора
Связанный поиск
Связанный поиск- Полиуретановое колесо тяжелой нагрузки с пластиковым сердечником и плоским протектором
- Геотекстиль 150 50
- Геотекстиль гравий
- Пескоструйный шланг
- Георешетка за 1 м2
- Мастика герметизирующая огнестойкая
- Компенсатор ду15
- Георешетка ор 10
- Геотекстиль 2 слоя
- Резиновый всасывающе-нагнетательный шланг тяжелого типа для химикатов



