

Конвейерные ленты нержавеющие
Когда слышишь 'нержавеющие конвейерные ленты', многие сразу представляют себе просто полосу из нержавейки, которая движется. Но это лишь верхушка айсберга. На деле, это целый комплекс решений, где материал ленты — это только отправная точка. Часто заказчики фокусируются только на марке стали, скажем, AISI 304 или 316, забывая про конструкцию стыков, тип привода, или как поведет себя поверхность при контакте с конкретным продуктом — тем же влажным сахаром-песком или агрессивными моющими средствами на мойке бутылок. Вот с этого, пожалуй, и начну.
Где эта 'нержавейка' действительно незаменима
Тут без вариантов — пищевка и фармацевтика. Причем не везде подряд, а именно на участках, где есть мойка, пар, кислотно-щелочные среды или строгие требования к чистоте. Ставил как-то ленты на линии розлива йогуртов. Температурные скачки от горячей мойки до холодного продукта, постоянный контакт с щелочными растворами — обычная пищевая ПВХ-лента тут быстро дубеет и трескается. Конвейерные ленты нержавеющие из стали 316L с гладкой сварной поверхностью решили вопрос. Но ключевым был не сам материал, а исполнение стыка — его сделали встык сварным и затем отполировали заподлицо, чтобы не было карманов для бактерий.
Еще один кейс — химическая упаковка мелкодисперсных порошков. Клиент хотел нержавейку из-за инертности. Поставили. А через месяц звонок: 'Порошок налипает, чистка адская'. Проблема была в слишком гладкой поверхности ленты — статический заряд. Пришлось переделывать, предложив вариант с минимальной, почти невидимой глазу, текстурой (своего рода сатинирование), которая сняла статику, но не создала пор для забивания. Это тот момент, когда техническое задание 'нужна нержавеющая лента' должно дополняться десятком уточняющих вопросов о продукте и процессе.
Иногда запрос приходит и для неочевидных сфер, вроде печатного производства или электроники, где важна абсолютная чистота и отсутствие магнитных свойств. Тут уже идет речь о специальных сплавах. Но часто, признаюсь, пытаются применить нержавейку там, где с задачей справилась бы и хорошая модульная пластиковая лента — просто потому, что 'нержавейка' звучит солиднее и дороже. Это ошибка, ведущая к перерасходу бюджета.
Подводные камни: что не пишут в каталогах
Первое — это привод. Нержавеющая лента сама по себе не движется. Нужны приводные барабаны, и здесь частая ошибка — недостаточное сцепление. Полированная сталь довольно скользкая. Приходится либо увеличивать угол обхвата, либо использовать барабаны с футеровкой, либо — что чаще — наваривать на саму ленту с обратной стороны точечные насечки или прижимные ламели из того же материала. Это увеличивает стоимость, но без этого лента будет проскальзывать, особенно на вертикальных или наклонных участках.
Второе — линейное расширение. Коэффициент теплового расширения у нержавеющей стали хоть и не гигантский, но на длинных линиях, скажем, в 20-30 метров, и при перепадах в 80-100°C (мойка → заморозка) это выливается в сантиметры. Если не предусмотреть регулируемое натяжение или компенсационные швы, лента либо порвется, либо провиснет. Был у меня печальный опыт на мясоперерабатывающем комбинате, где не учли этот момент при проектировании линии шоковой заморозки. Лента порвалась по сварному шву после месяца эксплуатации. Пришлось пересчитывать всю кинематику.
Третье, и очень важное — это соединение (стык). Сварной шов встык — это идеально для гигиены, но он требует идеальной подготовки кромок и аргонодуговой сварки с последующей шлифовкой. Есть еще механические соединения на пальцах или скобах, но они создают уступ и сложны в очистке. Выбор типа стыка — это всегда компромисс между бюджетом, гигиеничностью и требуемой прочностью на разрыв. Часто клиенты экономят на стыке, а потом несут постоянные затраты на чистку и повышенный износ в этом месте.
К вопросу о поставщиках и материалах
Рынок насыщен, но качество лент и, что критично, комплектующих к ним (те же приводные валы, натяжные системы) — плавает сильно. Работал с разными. Сейчас, например, часть комплектующих и сами ленты заказываю через ООО 'Хэншуй Синьтао Технологии по производству резиновых изделий'. Нашел их не сразу, скорее, через коллег по цеху. Их сайт https://www.xintao.ru позиционирует компанию как одного из ключевых производителей инженерных резинотехнических изделий для промышленного и гражданского строительства, но важно, что у них есть и направление по металлоконструкциям и конвейерным системам. Почему обратил внимание? Они не просто продают ленту, а могут предложить расчёт узла натяжения или изготовить барабан под конкретный диаметр и нагрузку. Это ценно.
Но даже с проверенными поставщиками нельзя терять бдительность. Как-то пришел металл, заявленный как AISI 316. По паспорту всё чисто. Но при пробной сварке поведение шва вызвало вопросы. Отдали в лабораторию — оказалось, легирования молибденом на нижнем пределе нормы, что для агрессивных сред может быть критично. С тех пор на ответственные объекты всегда требуем выборочный лабораторный анализ партии, особенно если это не европейский прокат. ООО 'Хэншуй Синьтао' в этом плане идет навстречу, предоставляет полный пакет сертификатов, что упрощает жизнь.
Еще один момент — кастомизация. Стандартная ширина и длина — это одно. Но когда нужна лента с перфорацией для вакуумного транспорта или с высокими бортами сложной формы, многие отсеиваются. Тут как раз важно, чтобы производитель, будь то ООО 'Хэншуй Синьтао Технологии по производству резиновых изделий' или другой, имел в своем распоряжении не просто склад металла, а гибочное, сварочное и перфорационное оборудование для постобработки. Иначе это просто перепродавец.
Из практики: установка и первые пуски
Монтаж — это отдельная история. Лента тяжелая, её нельзя просто набросить на ролики. Нужны лебедки, подъемники. Самое нервное — это сварка стыка на объекте. Нужна чистота, защита от ветра (для аргона), ровная площадка. Помню, на хлебозаводе пришлось варить в ночную смену, когда цех остановлен, чтобы в шов не летела мука. После сварки — обязательная полировка заподлицо и пассивация шва кислотой, чтобы восстановить защитный слой.
Пусконаладка. Здесь всегда смотрим на три вещи: равномерность хода (нет ли 'плывуна'), натяжение (правильно ли работает автоматический натяжитель) и температуру приводных подшипников. Конвейерные ленты нержавеющие создают иную нагрузку, чем резинотканевые. Часто стандартные подшипниковые узлы от обычных конвейеров перегреваются. Приходится сразу менять на более термостойкие или с другим классом точности.
И всегда, всегда проводим пробную обкатку с имитацией продукта. Нередко выясняется, что зазор между лентой и станиной подобран не идеально, и мелкие частицы набиваются туда. Или что система мойки бьет струей прямо в стык, что нежелательно. Лучше эти мелочи увидеть до сдачи объекта.
Вместо заключения: мысли вслух
Так что, если резюмировать мой опыт, нержавеющие конвейерные ленты — это не продукт, а проект. Нельзя просто купить их 'метражом'. Нужен расчёт, понимание процесса заказчика, выбор правильного типа поверхности, стыка, приводного решения. Иногда 90% успеха — это не сама лента, а грамотно спроектированные узлы натяжения и привода, которые под нее адаптированы.
Сейчас вижу тренд на комбинированные решения: основа из нержавеющей стали, но с накладными модулями из специального пластика или даже с силиконовым покрытием для лучшего сцепления с продуктом. Это интересно и расширяет возможности. Наверное, за этим будущее — гибридные материалы.
И главное — диалог с заказчиком. Нужно задавать простые, но важные вопросы: 'А что по ней будет ехать? Как будете мыть? Какая максимальная и минимальная температура в цеху?' Ответы на них часто важнее, чем выбор между 304 и 316 маркой стали. Вот так, без глянца и рекламных слоганов, всё и работает в реальности.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Конвейерная лента кислотостойкая и щелочностойкая
Конвейерная лента кислотостойкая и щелочностойкая -
 Высокопрочная конвейерная лента с цельным сердечником
Высокопрочная конвейерная лента с цельным сердечником -
 Компрессорный, водопроводный и износостойкий резиновый шланг
Компрессорный, водопроводный и износостойкий резиновый шланг -
 Вибростойкий буровой шланг для роторного бурения
Вибростойкий буровой шланг для роторного бурения -
 Сейсмоизоляционная резиновая опора
Сейсмоизоляционная резиновая опора -
 Серия металлических шлангов
Серия металлических шлангов -
 Конвейерная лента высокотемпературостойкая
Конвейерная лента высокотемпературостойкая -
 Кислородный резиновый шланг
Кислородный резиновый шланг -
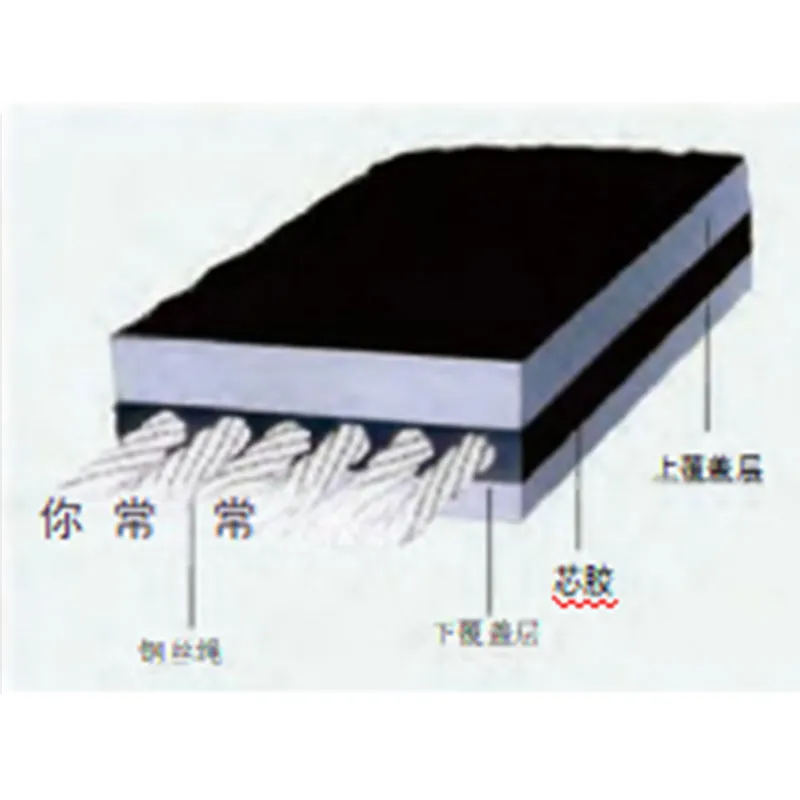 Конвейерная лента с стальной канатной навивкой
Конвейерная лента с стальной канатной навивкой -
 Сферическая опора
Сферическая опора -
 Огнестойкий и пожаробезопасный резиновый шланг
Огнестойкий и пожаробезопасный резиновый шланг -
 Плиточных резиновых опорных узлов
Плиточных резиновых опорных узлов



