

Конвейерная лента прорезиненная
Когда говорят 'конвейерная лента прорезиненная', многие представляют себе просто бесконечный резиновый ковёр. На деле же — это сложный инженерный продукт, где каждая деталь, от корда до обкладок, решает конкретную задачу. Частая ошибка — выбирать ленту только по толщине или цене, не вникая в состав резиновой смеси и тип ткани-основы. У нас в цеху не раз бывало: привезли партию для щебня, а она на угольном разрезе за полгода в лохмотья пришла. Не потому что плохая, а потому что резина не для той среды.
Основа основ: что скрывается под резиной
Всё начинается с каркаса. Раньше часто использовали хлопчатобумажные ткани — дешево, но для серьёзных нагрузок не годится. Сейчас стандарт — синтетические корды из полиэстера, полиамида, иногда арамида. Важно не просто их наличие, а как они связаны между собой. Вот, например, у конвейерной ленты прорезиненной для длинных трасс с большим натяжением часто применяют ткань EP (полиэстер-полиамид). Полиэстер даёт низкое удлинение, полиамид — ударную вязкость. Если перепутать и поставить чисто полиамидную (РР) на длинный конвейер — будет 'ползти', провисать, ресурс упадёт в разы.
Плотность ткани, количество прокладок — это тоже не абстрактные цифры. Для тяжёлых кусковых материалов, скажем, той же горной массы, нужна многослойная конструкция. Но и здесь перебор опасен: слишком жёсткая лента может плохо облегать барабаны, особенно на буртоукладчиках, что ведёт к повышенному износу стыка и расслоению. Приходилось видеть, как на старом цементном заводе лента с пятью прокладками рвалась именно по краю, где изгиб был максимальным. Перешли на трёхпрокладочную, но с более прочным кордом — проблема ушла.
Именно на этапе проектирования каркаса многие производители экономят, ставя более дешёвые ткани. Компания ООО 'Хэншуй Синьтао Технологии по производству резиновых изделий' (о них подробнее можно узнать на https://www.xintao.ru) в своих материалах акцентирует, что для инженерных решений в промышленном строительстве базовая прочность — не точка экономии. Их подход — сначала расчёт нагрузки, а потом подбор корда, что, в общем-то, и есть правильный путь.
Резиновые смеси: главный защитник
Собственно, прорезиненная часть — это и есть рабочий слой. И здесь вариаций — море. Стандартная износостойкая резина (тип 1 по ГОСТу или DIN-Y) хороша для большинства сыпучих материалов: песка, зерна, гравия. Но стоит появиться маслам, жирам или окислителям — она дубеет, трескается. Для таких случаев нужны маслобензостойкие смеси на основе нитрильного каучука.
Особая история — теплостойкость. Помню случай на аглофабрике: транспортируемый спекатель имел температуру под 150°C. Поставили обычную ленту — через месяц рабочая обкладка стала липкой, начала 'течь', корд обнажился. Потребовалась специальная теплостойкая резина с соответствующими присадками, которая не теряет эластичности при высоких температурах. Это дороже, но дешевле, чем менять ленту каждый квартал.
Часто упускают из виду свойства нижней обкладки. Кажется, она не работает с грузом. Но именно она контактирует с роликоопорами, определяет коэффициент трения и самоочищаемость. На влажных производствах или в условиях мороза гладкая нижняя обкладка может привести к проскальзыванию. Иногда имеет смысл делать её шероховатой или даже с определённым рисунком. В карьерах, где идёт борьба с налипанием мокрой глины, это критически важно.
Стык — слабое звено? Не всегда
Говоря о прорезиненной конвейерной ленте, нельзя обойти тему соединения. Бесконечная лента, сваренная вулканизацией на производстве — идеал, но не всегда возможен из-за габаритов. Поэтому чаще монтируют на месте. Холодная вулканизация с помощью клеящих составов — быстрее, не требует громоздкого оборудования, но прочность соединения обычно ниже, чем у горячей. Горячая вулканизация в полевых условиях — это целое искусство: нужен пресс, точный контроль температуры и давления. Зато такой стык практически равен по прочности основному полотну.
Были у нас эксперименты с механическими соединителями (скобами). Для временных решений или на лентах малой мощности — вариант. Но для тяжёлых условий — это гарантированный источник проблем. Скобы царапают барабаны, создают ударную нагрузку на ролики, а главное — они 'играют' при прохождении через желобчатые роликоопоры, что ведёт к постепенному разрушению краёв ленты. Отказались от них для постоянных линий лет десять назад.
Интересный момент — выбор угла стыка. Прямой стык проще, но при прохождении барабана он создаёт характерный 'хлопок' и большую циклическую нагрузку. Стык под углом (чаще 30-45°) длиннее, монтаж сложнее, но он проходит плавнее, меньше изнашивается. Для высокоскоростных или мощных конвейеров это единственно верное решение.
Реалии эксплуатации: где теория сталкивается с практикой
В спецификациях пишут одно, а в карьере или на элеваторе происходит другое. Например, заявленная стойкость к истиранию проверяется на стандартных абразивах. Но в жизни абразив бывает разный. Окалина на металлургическом комбинате — это острые, мелкие частицы, которые режут резину как нож. А песок — более округлый, он скорее 'стирает'. Для первого случая нужна резина с повышенной сопротивляемость порезам, что достигается особым составом смеси.
Ещё один бич — продольные порезы от падения острого куска породы или металла. Здесь помогает не столько резина, сколько конструктивные решения: установка дополнительных амортизирующих роликов в зоне загрузки, использование прочных улавливателей. Но и саму ленту можно усилить. Некоторые производители, включая ООО 'Хэншуй Синьтао Технологии', предлагают варианты с поперечными стальными тросами или дополнительными защитными прокладками (breaker fabric) прямо под верхней обкладкой. Это удорожает продукт, но для условий, где порезы — системная проблема, окупается сторицей.
Климат — отдельная тема. Мороз ниже -30°C делает обычную резину хрупкой. Нужны морозостойкие смеси, которые сохраняют эластичность. И наоборот, в тропиках при высокой влажности и температуре резина может стареть быстрее из-за озона и ультрафиолета. Тут уже нужны антиозонанты и УФ-стабилизаторы в рецептуре. Без учёта этого лента может не отработать и половины заявленного срока.
Выбор и работа с производителем
Итак, как выбрать? Первое — забыть про универсальность. Нужно чётко описать условия: тип и размер материала, угол наклона конвейера, температуру среды и груза, наличие химических агентов, тип загрузки (ударная или мягкая). Без этих данных любой подбор — гадание на кофейной гуще.
Работать лучше с теми, кто готов вникнуть в детали, а не просто продать метраж из склада. Хороший признак — когда технолог или инженер производителя запрашивает фотографии узла загрузки, интересуется состоянием барабанов и роликоопор. Как раз в описании компании ООО 'Хэншуй Синьтао Технологии по производству резиновых изделий' указана их ориентация на инженерные решения для промышленного и гражданского строительства, что подразумевает именно такой, проектный подход, а не торговлю 'трубой'.
Важно смотреть не только на сертификаты, но и на реальные кейсы, отзывы с похожих объектов. И всегда, всегда запрашивать образец для испытаний. Можно самому провести простой тест: попробовать на разрыв, посмотреть на структуру корда на срезе, оценить гибкость. Это даёт гораздо больше, чем красивая брошюра.
В конечном счёте, конвейерная лента прорезиненная — это не расходник, а ключевой элемент системы. Её правильный выбор и монтаж определяют надёжность всей транспортной линии, затраты на обслуживание и, в итоге, себестоимость тонны перевезённого материала. Мелочей здесь нет — от состава резиновой смеси до угла наклона бокового ролика — всё взаимосвязано. И опыт, порой горький, как раз и заключается в том, чтобы видеть эти связи и делать выводы, а не просто следовать каталогу.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Резиновый шланг высокого давления с стальной плетёной навивкой
Резиновый шланг высокого давления с стальной плетёной навивкой -
 Плиточных резиновых опорных узлов
Плиточных резиновых опорных узлов -
 Резиновая гидрошпонка
Резиновая гидрошпонка -
 GPZ дорожная чашечный резиновая опора
GPZ дорожная чашечный резиновая опора -
 Берцовый резиновый шланг с стальной навивкой
Берцовый резиновый шланг с стальной навивкой -
 Конвейерная лента высокотемпературостойкая
Конвейерная лента высокотемпературостойкая -
 Грязеотсасывающий и откачивающий резиновый шланг
Грязеотсасывающий и откачивающий резиновый шланг -
 Компрессорный, водопроводный и износостойкий резиновый шланг
Компрессорный, водопроводный и износостойкий резиновый шланг -
 Конвейерная лента с стальной канатной навивкой
Конвейерная лента с стальной канатной навивкой -
 Сейсмоизоляционная резиновая опора
Сейсмоизоляционная резиновая опора -
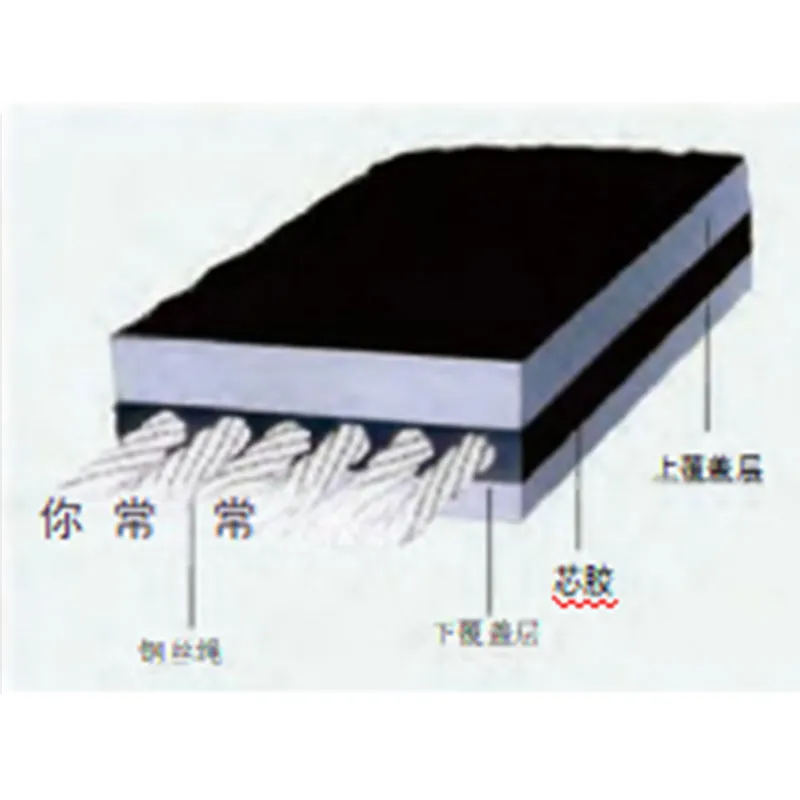
 Высокопрочная конвейерная лента с цельным сердечником
Высокопрочная конвейерная лента с цельным сердечником -
 Конвейерная лента из ПВХ с огнестойким текстильным каркасом
Конвейерная лента из ПВХ с огнестойким текстильным каркасом
Связанный поиск
Связанный поиск- Медная гидроизоляционная лента
- Конвейерная лента на
- Георешетка отзывы
- Резиновые колеса усиленные
- Геотекстиль 150 200
- Сейсмоизолирующая опора с тягами (тросовыми элементами)
- Геотекстиль пэт 150
- Пневматический шланг 9 мм
- Пвх конвейерная лента nag 7eedv
- Сверхвысоконапорные гибкие линии для гидроразрыва пласта (грп) на нефтяных месторождениях



